Effect of Alloying Elements on the Properties of Steel
The mechanical, thermal, and corrosion-resistant properties of steel are not simply a product of its iron and carbon content — they are the direct result of carefully chosen alloying elements added in precise proportions during steelmaking. Understanding what each element does, and why it matters, is essential knowledge for every welder, fabricator, metallurgist, and quality engineer working in the pressure equipment, structural, and petrochemical industries.
Steels are produced by refining iron ore or scrap metal into liquid steel, then shaping it by casting into ingots or by continuous casting into billets and blooms. Carbon is the foundational alloying element — alloys containing up to 2.14% carbon are classified as steel; those between 2.14% and 6.7% carbon are cast iron. Beyond carbon, however, a wide range of secondary alloying elements — chromium, nickel, molybdenum, manganese, vanadium, silicon, and others — are introduced to tailor the steel’s performance for specific service conditions.
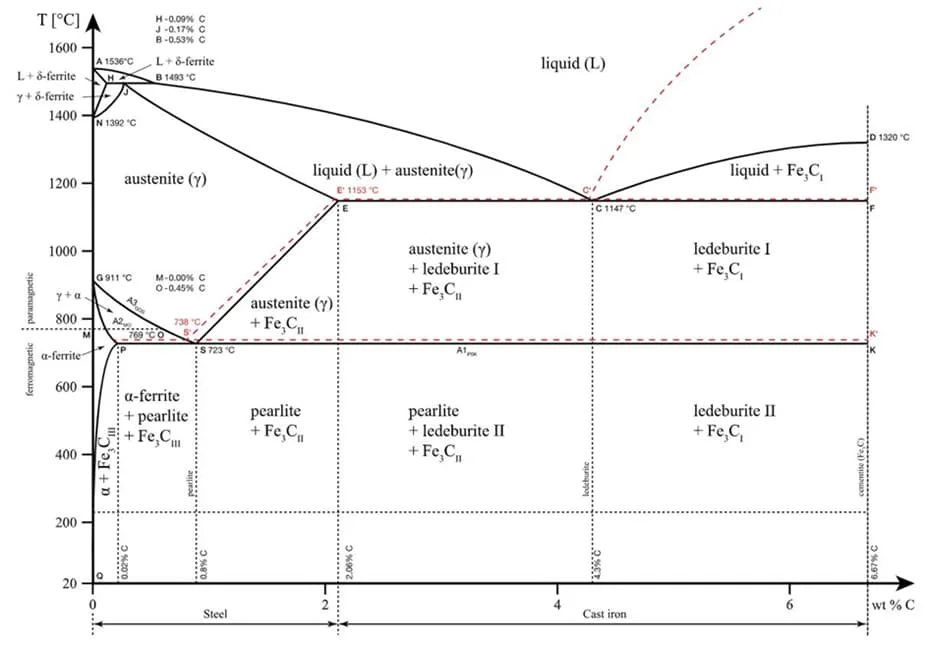
This guide covers every major alloying element in depth: how each one modifies the iron-carbon system, its effect on mechanical properties and weldability, and the steel grades and industrial applications where it is most significant. You will also find comparison tables, the iron-carbon phase diagram, and guidance on carbon equivalent calculations relevant to welding procedure qualification.
Steel Classification by Composition
Before examining individual alloying elements, it is useful to understand how steels are classified by their composition. The three primary classification schemes are by carbon content, by total alloy content, and by the dominant alloying element.
By Carbon Content
| Category | Carbon Range | Typical UTS (MPa) | Typical Applications |
|---|---|---|---|
| Low Carbon Steel | < 0.25% C | 300 – 500 | Structural sections, pipework, sheet |
| Medium Carbon Steel | 0.25% – 0.55% C | 500 – 850 | Shafts, gears, rails, forgings |
| High Carbon Steel | > 0.55% C | 700 – 1000+ | Springs, cutting tools, wear parts |
By Total Alloy Content
- Low-alloy steels — total alloying elements below 5% (e.g., P91, A387 Gr.91). Widely used for pressure vessels and pipework.
- High-alloy steels — total alloying elements above 5% (e.g., 304 stainless, duplex grades). Provide specific corrosion, heat, or wear resistance.
By Dominant Alloying Element
Steels are also categorised by their primary alloying addition: stainless steels (chromium-dominant), manganese steels (Hadfield steel), chrome-nickel steels, chrome-molybdenum steels, and so on. The dominant element fundamentally defines the steel’s service behaviour.
Overview: How Alloying Elements Affect Steel
Each alloying element interacts with the iron-carbon matrix in a distinct way — some stabilise ferrite (alpha iron), some stabilise austenite (gamma iron), some form carbides, and some simply go into solid solution. The diagram below illustrates the primary mechanical effects of each major alloying element at a glance.
Alloying Elements — Detailed Technical Guide
The following sections examine each alloying element individually, covering its mechanism of action in the steel microstructure, its quantitative effects, and its significance for welding and fabrication.
Carbon (C)
As carbon content increases, tensile strength and hardness increase up to approximately 0.8% carbon (the eutectoid composition), beyond which the material becomes increasingly brittle due to the network of hard, brittle iron carbide (Fe3C, cementite) that forms at grain boundaries. The ductility and toughness decrease continuously with rising carbon content.
For welding engineers, carbon content is the single most important variable affecting weldability. Higher carbon raises the risk of hydrogen-induced cracking (HIC) in the heat-affected zone (HAZ) and increases the need for preheat. This is quantified through the Carbon Equivalent (CE) formula, where carbon contributes directly as a hardenability factor.
CE < 0.40 — generally weldable without preheat
CE 0.40–0.60 — preheat required; procedure controls essential
CE > 0.60 — difficult to weld; special procedures mandatory
Chromium (Cr)
Chromium is one of the most important alloying elements in engineering steels. Its primary industrial function is the formation of a stable, self-healing chromium oxide (Cr2O3) passive film on the steel surface when chromium content exceeds approximately 10.5% by weight — the defining characteristic of stainless steel. This passive layer re-forms spontaneously in oxidising environments even when mechanically damaged.
Beyond corrosion resistance, chromium promotes the formation of chromium carbides, which increase hardness and wear resistance. It also improves high-temperature oxidation resistance and raises the A1 transformation temperature, making chromium steels suitable for elevated-temperature service. Grades such as 9Cr-1Mo (P91) rely on chromium for both oxidation resistance and creep strength up to approximately 600°C.
Chromium is a strong carbide former. In stainless steels, if chromium is not stabilised (by titanium or niobium) or controlled (by low carbon content), carbides can precipitate at grain boundaries during welding, depleting the adjacent metal of chromium — this phenomenon is known as sensitisation or weld decay.
- 12% Cr — Martensitic stainless (e.g., 410, 420) — moderate corrosion resistance, high strength
- 16–18% Cr — Ferritic stainless (e.g., 430) — good corrosion resistance, moderate strength
- 18–20% Cr + 8–10% Ni — Austenitic stainless (e.g., 304, 316) — excellent corrosion resistance, good toughness
- 9% Cr + 1% Mo — Ferritic alloy steel (e.g., P91/T91) — high-temperature service up to 600°C
Nickel (Ni)
Nickel is an austenite stabiliser — it expands the austenite phase field in the iron-carbon diagram and lowers the ductile-to-brittle transition temperature (DBTT). This makes nickel an essential addition in steels intended for low-temperature and cryogenic service. In austenitic stainless steels, nickel combines with chromium to provide both excellent toughness at sub-zero temperatures and the stable austenite microstructure that prevents the steel from transforming to brittle martensite on cooling.
Unlike carbon and chromium, nickel raises strength and hardness without a proportional reduction in ductility and toughness — a unique attribute that explains its extensive use. Steel compositions may include nickel up to approximately 5% in low-alloy applications and up to 36% in cryogenic grades such as 9% Ni steel for LNG service. In stainless steels, nickel also helps maintain the Cr2O3 passive film integrity.
From a welding perspective, nickel improves the toughness of the HAZ and weld metal. It contributes to the delta ferrite content balance in austenitic stainless steel weld deposits — an important parameter controlled through the WRC-1992 diagram using the Creq/Nieq ratio.
Manganese (Mn)
Manganese serves multiple roles in steel: it is a deoxidiser, a desulfuriser, and a hardenability-improving alloying element. Its most important function from a metallurgical standpoint is its reaction with sulfur to form manganese sulfide (MnS), which displaces the more harmful iron sulfide (FeS). FeS is liquid at hot-working temperatures and migrates to grain boundaries, causing a defect called hot shortness — brittleness during rolling and forging. MnS has a much higher melting point and is distributed more benignly as discrete inclusions.
Manganese also increases hardenability, meaning it allows the steel to be hardened to greater depths through heat treatment. It extends the depth of quenching by delaying the pearlite transformation. For structural steels, manganese levels typically range between 0.6% and 1.6%, providing a useful combination of strength and weldability. Manganese is included in the Carbon Equivalent formula (at a factor of Mn/6), reflecting its significant contribution to HAZ hardenability and hydrogen cracking susceptibility.
Silicon (Si)
Silicon is primarily used as a deoxidising and degassing agent during steelmaking. It reduces the oxygen content of liquid steel, preventing porosity in solidified castings and improving surface quality. In the final microstructure, silicon goes into solid solution in ferrite, increasing tensile strength and hardness moderately while somewhat reducing ductility.
Silicon improves the magnetic properties of steel and is used in high-silicon electrical steels (transformer cores). It raises the oxidation resistance of steel at elevated temperatures by forming a stable SiO2 scale. Silicon also improves fluidity in casting operations. Typical silicon levels in carbon and low-alloy structural steels are in the range 0.15–0.50%. At higher levels (above approximately 1%), silicon can reduce weld quality by promoting porosity and adversely affecting surface finish.
Molybdenum (Mo)
Molybdenum is one of the strongest carbide-forming elements and contributes significantly to elevated-temperature strength and creep resistance. It forms stable Mo2C carbides that resist coarsening at high temperatures, retaining steel hardness and strength under prolonged thermal loading. This makes molybdenum essential in chromium-molybdenum (Cr-Mo) steels used for pressure vessels and boiler pipework in power generation and petrochemical plants.
Molybdenum is rarely used in isolation — it is typically combined with chromium (and in P91, also with vanadium) to achieve synergistic effects on high-temperature performance. An important application is its role in preventing temper embrittlement in chromium-nickel steels, where molybdenum inhibits the segregation of phosphorus and sulfur to grain boundaries. In stainless steels, molybdenum additions (typically 2–4%, as in AISI 316) significantly improve resistance to pitting corrosion, quantified by the Pitting Resistance Equivalent Number (PREN).
For welding engineers, molybdenum increases CE and hardenability, so welding procedures for Cr-Mo steels always require preheat and PWHT. The P91/Grade 91 steel welding guide on WeldFabWorld covers the specific requirements in detail.
Vanadium (V)
Vanadium is one of the most efficient grain-refining elements in steel. Even additions as small as 0.05% are effective at pinning austenite grain boundaries through the precipitation of fine vanadium carbides (VC) and nitrides (VN) — particles that physically impede grain growth during austenitising and normalising. The resulting fine-grained microstructure improves both yield strength and toughness simultaneously, which is why vanadium is a core alloying element in high-strength low-alloy (HSLA) steels.
Vanadium also improves tempering resistance — steel remains hard even after high-temperature tempering, because the fine vanadium carbides resist dissolution and coarsening. This makes vanadium prevalent in tool steels and in high-temperature pressure vessel steels such as P91, where it improves creep rupture strength above 550°C.
Tungsten (W)
Tungsten raises hardness, wear resistance, and hot strength. It forms very stable, high-melting-point carbides (WC, W2C) that remain undissolved even at high temperatures, making it the dominant alloying element in high-speed steels (HSS) used for cutting tools that must retain their hardness at red heat. Tungsten also improves toughness at elevated temperatures. Its high density and cost restrict its use to tool steels and heat-resistant grades; it is not used in structural or pressure vessel steels.
Cobalt (Co)
Cobalt retards grain coarsening at high temperatures by forming fine dispersions that stabilise the grain structure. It raises the Curie temperature and improves the magnetic properties of steel. Cobalt increases the hot hardness and heat resistance of steel and is used in high-performance tool steels (e.g., M42 HSS with up to 8% Co) and in some superalloys. Like tungsten, its high cost limits application to specialist grades. Cobalt also raises the martensite transformation temperature, which affects heat treatment response.
Aluminium (Al)
Aluminium is a powerful deoxidiser — even small additions completely kill molten steel, preventing oxygen-related porosity. More significantly, aluminium promotes grain refinement by forming aluminium nitride (AlN) particles that pin austenite grain boundaries during heat treatment. Fine-grained steels produced with aluminium have improved toughness and yield strength compared to coarse-grained equivalents at the same chemical composition.
Aluminium also improves ageing resistance in killed steels by tying up nitrogen as AlN, preventing nitrogen from causing strain-ageing embrittlement over time. This is why aluminium-killed steels are required for applications where good notch toughness is specified (e.g., ASME impact-tested pressure vessels). Aluminium also improves oxidation resistance at high temperatures through the formation of a protective Al2O3 scale.
Phosphorus (P)
Phosphorus is an undesirable tramp element in most steels. It segregates strongly to grain boundaries during solidification and cooling, embrittling the steel — a phenomenon known as phosphorus embrittlement or, in combination with other elements, temper embrittlement. Phosphorus significantly reduces ductility and toughness, particularly in high-carbon steels where its effects are most pronounced.
While phosphorus does increase hardenability and tensile strength slightly, these benefits are far outweighed by its embrittling effect. Modern steelmaking aims to keep phosphorus below 0.025–0.035% in structural grades and below 0.015% in grades specified for low-temperature service. Phosphorus is directly included in the X-Factor (Bruscato Factor) formula for temper embrittlement assessment of Cr-Mo steels.
Sulfur (S)
Sulfur is generally the most harmful tramp element in structural and pressure vessel steels. It forms iron sulfide (FeS) at grain boundaries during solidification; FeS has a low melting point and is liquid during hot working, causing the steel to crack along grain boundaries — a defect termed hot shortness. Manganese is added specifically to convert FeS to MnS, which is far less harmful.
Even after manganese treatment, MnS inclusions elongate during rolling and can act as initiation sites for fatigue cracking and reduce through-thickness (Z-direction) ductility. For critical applications with through-thickness loading (e.g., T-joint connections in offshore structures), Z-quality steels with very low sulfur content (< 0.005–0.008%) are specified. The one exception to sulfur’s negative role is in free-cutting (free-machining) steels, where higher sulfur is intentionally added because MnS inclusions act as chip-breakers during machining, improving surface finish and tool life at the cost of toughness.
Copper (Cu)
Copper additions up to approximately 0.5% improve corrosion resistance and contribute to precipitation hardening in some grades (e.g., weathering steels such as ASTM A588/COR-TEN, where copper — typically 0.25–0.55% — promotes a stable rust patina that protects the underlying metal). Beyond 0.5%, copper substantially reduces ductility and can cause hot cracking during rolling and welding because copper has low solubility in steel and can segregate to grain boundaries. Copper is included in the CE formula at a factor of Cu/15.
Nitrogen (N)
Nitrogen strengthens steel by forming nitrides within the microstructure and through interstitial solid solution hardening. Fine-grained aluminium nitride (AlN) particles also contribute to grain refinement, as described above. However, nitrogen also causes strain-ageing embrittlement — free nitrogen atoms migrate to dislocations over time (or rapidly at temperatures around 100–250°C), locking them in place and causing a loss of ductility. In welding, nitrogen contamination of the arc atmosphere can cause porosity, particularly in TIG welding where adequate argon shielding is critical.
In austenitic and duplex stainless steels, nitrogen is a beneficial alloying addition: it stabilises austenite (like nickel), improves pitting corrosion resistance (included in PREN calculations at a factor of 16), and raises proof strength without reducing toughness significantly. Duplex grades such as 2205 and super-duplex 2507 rely on nitrogen (0.10–0.30%) as a key alloying element.
Carbon Content vs Mechanical Properties — Schematic
The following diagram illustrates schematically how key mechanical properties of plain carbon steel change with increasing carbon content. This relationship underpins the trade-offs engineers must manage when selecting or welding carbon and low-alloy steels.
Significance of Alloying Elements for Welding Engineers
Every alloying element that enhances steel’s mechanical properties also influences its behaviour in the welding thermal cycle — and usually in the direction of increased complexity and risk. Understanding the metallurgical reasons for preheat, interpass temperature limits, and post-weld heat treatment (PWHT) requirements requires knowing what each alloying element does at elevated temperatures.
Carbon Equivalent and Weldability
The Carbon Equivalent (CE) is a single numerical index that summarises the combined hardenability contribution of all alloying elements, referenced to the equivalent effect of carbon alone. The most widely used formula is the IIW (International Institute of Welding) formula:
Pcm: Pcm = C + Si/30 + (Mn+Cu+Cr)/20 + Ni/60 + Mo/15 + V/10 + 5B
Pcm is preferred for low-carbon, microalloyed HSLA steels (C < 0.12%)
Each alloying element’s coefficient in the CE formula reflects its relative contribution to HAZ hardness and hydrogen cracking susceptibility. Chromium, molybdenum, and vanadium appear in the numerator with the largest influence per unit weight, which is why high-Cr steels such as P91 always require preheat above 200°C.
HAZ Metallurgy and Alloying Elements
During welding, the heat-affected zone (HAZ) experiences a rapid thermal cycle ranging from ambient temperature up to near the melting point adjacent to the fusion line. Each alloying element responds to this cycle differently:
- Carbon, chromium, molybdenum, vanadium — all form hard martensite in the coarse-grained HAZ (CGHAZ) if cooling is rapid, increasing the risk of hydrogen-induced cracking.
- Nickel — improves HAZ toughness by reducing the ductile-to-brittle transition temperature.
- Manganese — increases hardenability of the HAZ; at high levels, promotes martensite formation.
- Boron (trace levels, ~5–50 ppm) — dramatically increases hardenability; even trace contamination in welds can cause cracking.
- Titanium and niobium (not covered above) — grain-refiners that improve HAZ toughness in HSLA steels through TiN pinning of grain boundaries.
Alloying Elements and Sensitisation in Stainless Steels
In austenitic stainless steels, the key concern is chromium carbide precipitation in the sensitisation temperature range of approximately 450–850°C. When carbon is present at levels above about 0.03%, Cr23C6 carbides precipitate at grain boundaries, depleting the surrounding metal of chromium below the 10.5% threshold for passivity. The resulting material is susceptible to intergranular corrosion (weld decay).
Solutions include using low-carbon grades (L grades: 304L, 316L with C < 0.03%), stabilised grades (321 with Ti, 347 with Nb), or controlling heat input to minimise time in the sensitisation range. The PREN calculator can be used to assess the pitting resistance of different stainless steel grades based on their Cr, Mo, and N contents.
Alloying Elements — Engineering Reference Table
| Element | Typical Range in Alloy Steels | Primary Role | Key Benefit | Key Risk / Limitation | Impact on Welding |
|---|---|---|---|---|---|
| C — Carbon | 0.05–1.2% | Primary strengthener | Hardness, tensile strength | Reduced toughness and ductility | Weldability critical |
| Cr — Chromium | 0.5–30% | Corrosion resistance, carbide former | Passivity (>10.5%), heat resistance | Sensitisation if C not controlled | Preheat + PWHT |
| Ni — Nickel | 0.5–36% | Austenite stabiliser | Toughness, DBTT reduction | Cost | HAZ toughness improved |
| Mn — Manganese | 0.3–2% | Deoxidiser, desulfuriser | Strength, S neutralisation | High Mn raises CE | Moderate effect |
| Mo — Molybdenum | 0.25–4% | High-temp strength, carbide former | Creep resistance, pitting resistance | High CE; PWHT required | PWHT essential |
| V — Vanadium | 0.05–0.5% | Grain refinement, carbide former | Strength + toughness balance | Raises CE slightly | PWHT required (high V) |
| Si — Silicon | 0.1–1.0% | Deoxidiser | Oxidation resistance, castability | Surface quality at high levels | Low impact |
| W — Tungsten | 0.5–18% | Hot hardness, carbide former | Wear resistance at high temp | High density, expensive | Tool steels only |
| Co — Cobalt | Up to 8% | Grain stability at high temp | Hot hardness, heat resistance | Activates under neutron flux | Tool steels only |
| Al — Aluminium | 0.01–0.06% | Deoxidiser, grain refiner | AlN pins grains; aged-resistance | Oxidising shielding issues in welding | Low impact |
| P — Phosphorus | < 0.035% (controlled) | Tramp element | Hardenability (unintended) | Embrittlement, weld decay | Minimise always |
| S — Sulfur | < 0.030% (controlled) | Tramp element / machinability | Chip-breaking in free-cutting grades | Hot shortness, hot cracking | Minimise always |
| Cu — Copper | Up to 0.5% | Corrosion resistance | Weathering steel patina | Hot cracking > 0.5% | Limit < 0.5% |
| N — Nitrogen | 0.005–0.30% | Solid solution strengthener | Austenite stabiliser (duplex/SS) | Strain-ageing; porosity in welds | Shielding critical |
Recommended Reference Books
These titles provide deeper coverage of steel metallurgy, alloying theory, and welding metallurgy for engineers who need more than a reference guide.
Disclosure: WeldFabWorld participates in the Amazon Associates programme (StoreID: neha0fe8-21). If you purchase through these links, we may earn a small commission at no extra cost to you. This helps support free technical content on this site.