Plan Your Weld: Consumable Calculator for Single V-Groove Joints
Accurate weld consumable estimation is one of the most undervalued skills in fabrication planning. Whether you are managing a single pressure vessel job or coordinating materials for a multi-spool piping project, knowing exactly how much welding consumable you need — broken down by welding process and joint configuration — directly affects your project cost, procurement timeline, and on-site productivity. This page provides a free, instant, plugin-free calculator for single V-groove butt joint consumable estimation, along with the complete step-by-step calculation method that works for any joint geometry.
Select Welding Process
Free Downloads — Consumable Calculator Tools
Download our comprehensive weld consumable calculation tools for offline use. The Excel calculator covers single V-groove, single V branch joints, fillet joints, deposition efficiency, SMAW electrode calculator with stub length allowances, and more. The PowerPoint is designed for training sessions.
Why Weld Consumable Estimation Matters
In fabrication projects, welding consumables are one of the most controllable cost components. Unlike labour, equipment hire, or inspection costs — which are difficult to adjust once a project is underway — consumable quantities can be precisely calculated in advance and purchased to match the actual requirement. Poor consumable estimation leads to one of two equally damaging outcomes: shortage during critical production phases (causing delays while materials are sourced), or significant overstock (tying up working capital and creating wastage and inventory management problems).
The specific benefits of accurate weld consumable calculation are:
- Cost minimisation: Only the required quantity is purchased, eliminating over-procurement. For expensive consumables such as nickel alloy or stainless steel wire, this saving is significant.
- Avoiding last-minute shortages: Knowing required quantities weeks in advance allows procurement to place orders, negotiate with suppliers, and arrange delivery without schedule pressure.
- Inventory control: Fabricators supplying consumables to sub-contractors can issue exact quantities, preventing diversion and making tracking straightforward.
- Early supplier negotiation: Confirmed quantities allow volume discounts and forward pricing agreements with consumable suppliers — a particular advantage on large projects.
- Wastage monitoring: When actual consumption is tracked against the calculated requirement, systematic wastage (from improper stub length management, spatter, or incorrect parameters) becomes immediately visible.
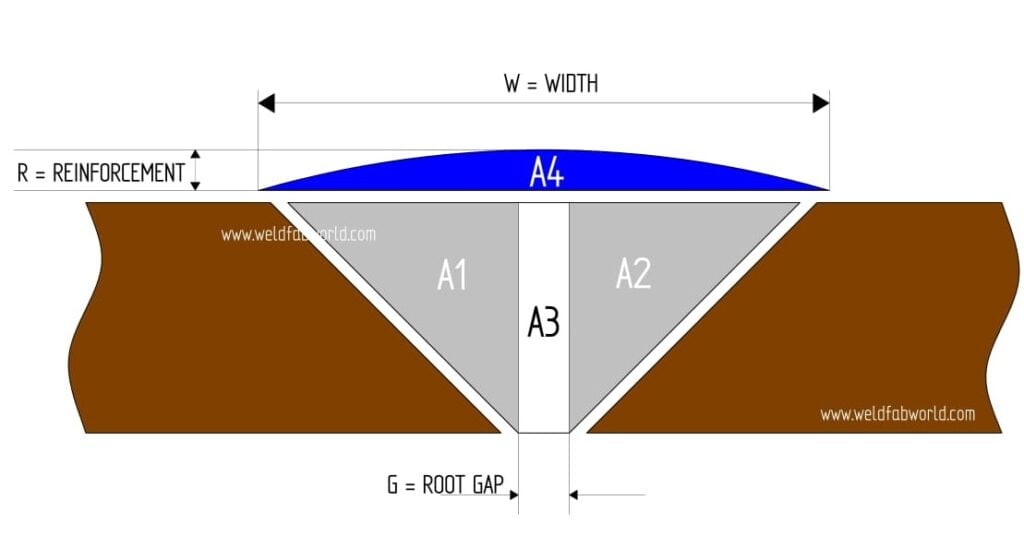
Single V-Groove Joint — Geometry and Dimensions
Before calculating consumable quantities, it is essential to understand how the single V-groove joint geometry is defined. The groove cross-section consists of four distinct regions, each of which contributes to the total weld metal volume. Understanding these regions allows the calculation to be set up correctly for any combination of bevel angle, root gap, and reinforcement.
The Complete Calculation Method — Step by Step
The weld consumable calculation for any butt joint follows a consistent five-step sequence. Once the method is understood for a single V-groove, the same logic applies to double V, U-groove, J-groove, or any other joint configuration — only the area calculation changes.
Define the groove geometry
Record all joint dimensions: plate thickness (T), bevel angle per side (theta), root gap (G), reinforcement height (R), and total weld length (L). For pipe joints, calculate the total circumferential weld length from the pipe OD.
Calculate the groove cross-sectional area
Break the groove into simple geometric shapes (rectangles, triangles, trapezoids) and calculate each sub-area. Sum all sub-areas to get the total groove cross-section including reinforcement.
Calculate weld volume
Volume = Total Area x Weld Length. All dimensions in mm gives volume in mm³. Convert to cm³ by dividing by 1000 if needed.
Calculate weld metal weight required
Weight (kg) = Volume (mm³) x Density (g/cm³) / 1,000,000. The density divisor converts mm³ and g/cm³ to kilograms. For carbon steel: density = 7.85 g/cm³.
Apply deposition efficiency to get total consumable required
Total Consumable (kg) = Weld Metal Weight / Deposition Efficiency. Deposition efficiency accounts for losses as stub ends, spatter, slag, and fume. See the deposition efficiency table below.
A3 = G x T (root gap rectangle)
Width_cap = 2 x tan(theta) x T + G (top width of groove at plate surface)
A4 = Width_cap x R (reinforcement cap — treated as rectangle)
Total Area and Volume A_total = A1 + A2 + A3 + A4
V = A_total x L (mm³)
Weld Metal Weight and Total Consumable W_metal = V x density / 1,000,000 (kg; density in g/cm³)
W_consumable = W_metal / deposition_efficiency (kg)
For multiple joints: multiply W_consumable by quantity
Deposition Efficiency of Common Welding Processes
Deposition efficiency is the ratio of weld metal that actually ends up in the joint to the total consumable weight consumed. A welder using SMAW electrodes with 65% deposition efficiency must purchase 1.538 kg of electrodes to deposit 1 kg of weld metal — the remaining 35% is lost as stub ends, spatter, and in some cases slag. Understanding this factor is critical for accurate procurement.
| # | Welding Process | Deposition Efficiency | Primary Loss Mechanism | Notes |
|---|---|---|---|---|
| 1 | Gas Tungsten Arc Welding (GTAW / TIG) | 95–98% | Minor fume and wire end | Highest quality, lowest spatter. Best efficiency of wire-feed processes. |
| 2 | Shielded Metal Arc Welding (SMAW / MMA) | 60–65% | Stub ends (50–75 mm), spatter, slag | Lowest efficiency due to unconsumed stub ends. Use E9015-B9 or similar low-iron-powder electrodes for P91 to reduce further losses. |
| 3 | Gas Metal Arc Welding (GMAW / MIG-MAG) | 95–99% | Spatter (varies with transfer mode), fume | Short-circuit transfer has higher spatter than spray or pulse transfer. Wire wastage at coil ends is minimal. |
| 4 | Flux-Cored Arc Welding (FCAW) | 80–85% | Slag, spatter, fume from flux core | Metal-cored wire (MCAW) achieves higher efficiency (90–95%) with reduced spatter. |
| 5 | Submerged Arc Welding (SAW) | ~99% | Wire end trim, minor losses | Wire efficiency only — flux consumption is calculated separately. Flux-to-wire ratio is typically 1:1 by weight. Use basic flux for P91 and alloy steels. |
Complete Worked Example — 15 mm Carbon Steel, Single V-Groove
Using the same dimensions as the original article, here is the complete calculation traced through every step:
Reinforcement (R) = 3 mm | Weld Length (L) = 1000 mm | Material: Carbon Steel (rho = 7.85 g/cm³)
Step 1 — Area of each bevel triangle (A1 = A2) Base = tan(35°) x 15 = 0.7002 x 15 = 10.503 mm
A1 = A2 = 0.5 x 10.503 x 15 = 78.77 mm²
Step 2 — Root gap rectangle (A3) A3 = 15 x 3 = 45 mm²
Step 3 — Reinforcement cap (A4) Width = 2 x tan(35°) x 15 + 3 = 21.006 + 3 = 24.006 mm
A4 = 24.006 x 3 = 72.02 mm²
Step 4 — Total area and volume A_total = 78.77 + 78.77 + 45 + 72.02 = 274.56 mm²
Volume = 274.56 x 1000 = 274,560 mm³
Step 5 — Weld metal weight W_metal = 274,560 x 7.85 / 1,000,000 = 2.155 kg
Step 6 — Total consumable by process GTAW (97.5%): 2.155 / 0.975 = 2.21 kg
SMAW (62.5%): 2.155 / 0.625 = 3.45 kg
GMAW (97.0%): 2.155 / 0.970 = 2.22 kg
FCAW (82.5%): 2.155 / 0.825 = 2.61 kg
SAW (99.0%): 2.155 / 0.990 = 2.18 kg (wire only; add flux separately)
Material Density Reference for Weld Consumable Calculations
Different weld metal compositions have different densities, which directly affects the calculated weld metal weight for the same joint volume. Always use the density of the deposited weld metal — not the base metal — for the most accurate results. In practice, for matched filler metals the difference is negligible, but for dissimilar welds (such as stainless overlay on carbon steel) the weld metal density may differ significantly from the substrate.
| Material / Weld Metal | Density (g/cm³) | Common Applications |
|---|---|---|
| Carbon Steel | 7.85 | General piping, structural, pressure vessels (SA-516, A106) |
| Low-Alloy Steel (Cr-Mo) | 7.75–7.85 | High-temp piping, P91, P22 (Grade 91 welding) |
| Stainless Steel 304/316 | 7.98 | Corrosion-resistant piping, food, pharma (austenitic grades) |
| Stainless Steel 321/347 | 7.90 | High-temperature stainless |
| Duplex Stainless Steel | 7.80–8.40 | Offshore, sour service (duplex welding) |
| Nickel Alloy (Inconel 625) | 8.90 | Cladding, high-temp corrosive service |
| Aluminium (ER4043/ER5356) | 2.70 | Lightweight structures, aerospace |
| Titanium | 4.50 | Chemical, marine, aerospace applications |
| Copper / Brass | 8.50–8.96 | Heat exchangers, plumbing, HVAC |
Practical Notes for Consumable Estimation on Real Projects
Add a Project Contingency
The calculated consumable quantity represents the theoretical minimum under ideal conditions. In practice, always add a project contingency of 10 to 15% to account for:
- Weld repairs and rework — consumable is consumed twice for any weld that requires cutting out and re-welding
- Qualification welds and WPS testing at the start of a project
- Damaged or incorrectly stored consumables that must be discarded (particularly relevant for low-hydrogen electrodes that have absorbed moisture)
- Variations in operator technique affecting actual deposition efficiency
- Inter-run grinding and back-gouging operations that can remove deposited weld metal
Account for Different Passes
In multi-pass welding, the root pass is often deposited with a different process and consumable than the fill and cap passes. A common combination for pressure piping and heat exchanger fabrication is GTAW for the root pass (for maximum root quality) and SMAW or GMAW for fill and cap passes. Calculate the root pass volume separately using the root-only geometry, and the fill and cap volumes separately, then apply the appropriate deposition efficiency and density for each process.
SAW Flux Consumption
For submerged arc welding, the wire consumption is calculated as shown above (typically at 99% wire deposition efficiency). In addition, flux must be estimated separately. The typical flux-to-wire consumption ratio is approximately 1:1 by weight for standard SAW configurations, but this varies with flux type, current density, and plate thickness. Always consult the specific flux manufacturer’s data for accurate flux consumption rates.
Frequently Asked Questions
How do I calculate weld consumable for a single V-groove joint?
What is deposition efficiency in welding?
What is the formula for weld metal weight calculation?
What density should I use for carbon steel consumable calculations?
Why is SMAW deposition efficiency much lower than GTAW?
How much contingency should I add to consumable quantity?
Related Calculators and Reference Articles
Complete your fabrication planning with these companion tools and technical guides from WeldFabWorld: