EN ISO 10204 Material Certificates — 2.1, 2.2, 3.1 & 3.2 Explained
Every structural, pressure, or process component begins its journey as certified raw material. EN ISO 10204 — formally titled Metallic products: Types of inspection documents — is the internationally recognised standard that defines precisely what a manufacturer must document, test, and sign before handing over a heat of steel, batch of pipe, or reel of welding wire. For engineers, inspectors, and quality professionals working in oil and gas, petrochemicals, power generation, and pressure-vessel fabrication, understanding the four certificate types defined by EN ISO 10204 is not optional: it is a daily professional requirement.
A Mill Test Certificate (MTC), sometimes called a Mill Test Report (MTR) or Material Test Certificate, accompanies a material delivery and certifies its chemical composition, mechanical properties, heat treatment condition, traceability data, dimensions, and compliance with the applicable material standard. The critical variable that distinguishes one MTC from another is who performed the tests, which specific batch was tested, and who validated and signed the document. EN ISO 10204 codifies all of this into four clearly graded document types: 2.1, 2.2, 3.1, and 3.2. This guide explains each type in depth, presents the decision logic for selecting the appropriate certificate level, and addresses the most common questions asked by engineers and inspectors in the field.
Whether you are specifying materials for your first pressure vessel or reviewing incoming inspection documentation for a critical offshore module, this article gives you the definitive reference for EN ISO 10204 certificate requirements. For further context on how to read and verify a completed MTC, see our companion article on how to read a Material Test Certificate or Mill Test Report.
The Four Certificate Types at a Glance
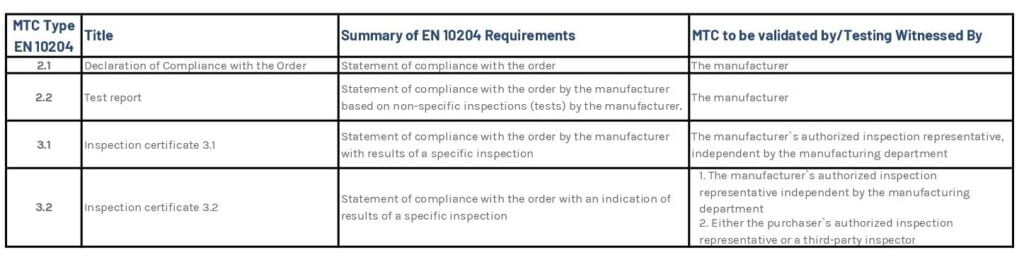
EN ISO 10204:2004 defines exactly four types of inspection document, replacing the seven types that existed in the original 1991 edition. The four current types are shown below, in ascending order of assurance level.
History and Scope of EN ISO 10204
The origins of standardised material certificates lie in the German standard DIN 50049, published in the 1980s. DIN 50049 established certificate types 2.1, 2.2, 2.3, 3.1A, 3.1B, 3.1C, and 3.2 for metallic products and became widely referenced throughout European industry. In 1991, these definitions were adopted at the European level as EN 10204, bringing a unified inspection documentation framework to the entire EU manufacturing sector.
The standard was substantially revised and republished in October 2004 as BS EN 10204:2004 (and simultaneously as ISO 10204:2004, creating the dual EN ISO designation now in common use). The 2004 revision simplified the certificate landscape considerably: Type 2.3 was deleted, and Types 3.1A, 3.1B, and 3.1C were merged into a single Type 3.1. The new Type 3.2 replaced the old 3.1A, 3.1C, and original 3.2 combined. The result is the four-type system still in force today.
Type 2.1 — Declaration of Compliance (Certificate of Conformance)
A Type 2.1 certificate is the most basic inspection document defined by EN ISO 10204. It is essentially a written declaration by the manufacturer that the metallic products supplied comply with the requirements of the purchase order. No actual test results are included, and no specific material tests are conducted on the supplied batch itself.
What a 2.1 Certificate Contains
- A statement of compliance with the material standard and purchase order
- Product identification (grade, specification, dimensions)
- Quantity and delivery reference
- Manufacturer’s name and responsible signatory
- No chemical analysis, no mechanical test results
When Is a 2.1 Certificate Appropriate?
Type 2.1 documents are used for low-risk, non-safety-critical applications where the performance of the material is not a determining factor in design — for example, structural secondary steelwork, general fabrication supports, non-pressure-retaining brackets, or commodity hardware items. They may also be acceptable for materials such as gaskets, insulation cladding, and internal non-structural components, subject to the project specification.
Type 2.2 — Test Report (Non-Specific Inspection)
A Type 2.2 certificate is a test report in which the manufacturer provides actual test results — chemical analysis, tensile strength, yield strength, elongation, impact values, hardness, and so on. The critical distinction from a 3.1 certificate is that these test results do not necessarily come from the specific batch supplied to the purchaser. They may come from a previous production run, a statistical sampling of the manufacturing process, or an aggregate of routine production quality checks.
Key Characteristics of Type 2.2
- Actual test data is provided (unlike 2.1)
- Tests are non-specific: the tested material may not be from the supplied heat or lot
- Validated and signed by the manufacturer
- No involvement of any independent inspector
Practical Application
Type 2.2 certificates are commonly seen for commodity steel sections, structural profiles, and general-purpose materials where the manufacturing process is highly controlled and batch-to-batch consistency is reliably demonstrated. They are generally not acceptable for pressure-retaining components under the PED or for oil and gas applications, but may satisfy requirements for structural steelwork governed by EN 1090 or similar frameworks when explicitly permitted.
Type 3.1 — Inspection Certificate 3.1 (Specific Inspection)
The Type 3.1 inspection certificate is the workhorse of industrial material certification in the oil and gas, petrochemical, and power generation sectors. It contains actual test results from the specific batch or heat of material that is being supplied, and it is validated by the manufacturer’s own authorised inspection representative who operates independently from the production department.
What a 3.1 Certificate Contains
- Heat or cast number (unique batch identifier) that matches the marking on the material
- Chemical analysis (ladle and/or product analysis)
- Mechanical test results: tensile strength, yield strength, elongation, reduction of area
- Impact test results (Charpy), if required by the material standard
- Hardness test results, if required
- NDT results (where applicable, e.g., ultrasonic testing of plate)
- Heat treatment records (condition: annealed, normalised, Q&T, etc.)
- Dimensional verification
- Reference to the applicable material standard (e.g., ASTM A516 Gr. 70, EN 10028-2, ASME SA-106)
- Signature of the manufacturer’s authorised inspector
Who Signs a 3.1 Certificate?
Under EN ISO 10204, the 3.1 certificate is validated and signed by the manufacturer’s authorised inspection representative. Crucially, this person must be independent of the production department — typically a Quality Control Manager, Quality Assurance Engineer, Test Laboratory Supervisor, or in-house inspection engineer. The independence requirement prevents those responsible for making the material from signing off their own work without independent oversight.
Material Traceability and the Heat Number
The heat number is the most important field on a 3.1 certificate. It is the unique production batch reference that must match the hard stamp, stencil, or paint mark physically on the supplied material. This chain of custody — from the steelmaking ladle, through rolling or forging, to the finished product — constitutes material positive material identification (PMI) and traceability. When a 3.1 certificate is received, inspectors verify that the heat number on the document matches the heat number marked on the material before accepting it into stock or incorporating it into a fabrication. For more on mechanical testing procedures used to generate the data on a 3.1 certificate, see our guide on mechanical testing.
Type 3.2 — Inspection Certificate 3.2 (Third-Party Verified)
A Type 3.2 certificate contains all the same elements as a 3.1 certificate — specific test results from the actual batch supplied — but it has an additional level of validation: it is countersigned by an independent third-party inspector. This third party is entirely separate from the manufacturer’s own organisation.
Who Countersigns a 3.2 Certificate?
The acceptable countersigning parties under EN ISO 10204 are:
- The purchaser’s own authorised inspection representative (e.g., a client QA engineer or nominated inspector who witnesses the tests at the mill)
- A recognised third-party inspection agency or notified body (Lloyd’s Register, Bureau Veritas, DNV, SGS, Intertek, TUV, etc.)
- A classification society surveyor for marine or offshore applications (ABS, DNV GL, ClassNK, etc.)
When Is a 3.2 Certificate Required?
The 3.2 certificate is reserved for the most safety-critical applications. Project specifications that typically require 3.2 include:
- Offshore pressure vessels and piping in NORSOK-governed projects
- Nuclear components (where it may be supplemented by additional nuclear-specific documentation)
- Subsea equipment with zero tolerance for material failure
- High-pressure, high-temperature (HP/HT) systems above defined threshold limits in project specifications
- Materials for classification society — approved vessels where rules require third-party survey
EN ISO 10204 Certificate Types — Comparison Table
| Attribute | Type 2.1 | Type 2.2 | Type 3.1 | Type 3.2 |
|---|---|---|---|---|
| Document Type | Declaration | Test Report | Inspection Certificate | Inspection Certificate |
| Test Results Included | No | Yes (non-specific) | Yes (specific batch) | Yes (specific batch) |
| Specific to Supplied Heat | No | No | Yes | Yes |
| Signed By | Manufacturer | Manufacturer | Mfr. QA/QC (indep. of production) | Mfr. QA/QC + TPI / purchaser |
| Third-Party Involvement | No | No | No | Yes |
| Full Material Traceability | No | No | Yes | Yes |
| Typical Applications | Non-critical structural items | Structural steelwork, EN 1090 | Pressure vessels, piping, oil & gas | Offshore, nuclear, HP/HT, subsea |
| PED Compliant (pressure parts) | No | Conditional | Yes | Yes |
| Assurance Level | Lowest | Low-Medium | High | Highest |
Practical Engineering Notes
Specifying Certificate Requirements in Purchase Orders
The certificate type must be explicitly stated in the material purchase order. It is not sufficient to reference only the material standard (e.g., ASTM A516 Gr. 70 or EN 10028-2 P265GH); you must additionally specify “EN ISO 10204 Type 3.1” or “EN ISO 10204 Type 3.2” as a documentation requirement. Many costly delays and non-conformances in the field arise from materials being supplied with a 2.2 certificate when 3.1 was needed, simply because the purchase order was not explicit.
Can Distributors Issue 3.1 Certificates?
No. Under EN ISO 10204, Type 3.1 and 3.2 documents can only be issued by the original manufacturer of the metallic material — the mill, foundry, or forge. A material distributor or stockholder may pass on the original mill certificate but cannot reissue or endorse it under their own name as a 3.1 or 3.2 document. When cut-to-length or minor processing (e.g., mechanical sawing) has been performed, the distributor cannot claim the original 3.1 certificate applies to the cut pieces unless they can demonstrate the heat number marking has been transferred to every cut piece and the certificate explicitly covers that possibility.
For projects requiring full traceability on high-alloy steels such as P91 or duplex stainless steels, this point is especially important: always obtain the original mill certificate from the primary manufacturer and verify the heat number chain all the way to the finished product.
EN ISO 10204 vs. ISO 10474
ISO 10474 is the international (non-European) equivalent standard for metallic material inspection documents. Its certificate types broadly parallel EN ISO 10204, with ISO 10474 Type 3.1 equating to EN ISO 10204 Type 3.1 and ISO 10474 Type 3.2 equating to EN ISO 10204 Type 3.2. In cross-border projects, either designation is generally accepted as equivalent, though it is good practice to confirm acceptance with the purchaser’s quality team before substituting one for the other.
EN ISO 10204 and Welding Consumables
Although the standard was developed primarily for wrought and cast metallic products, the fabrication industry has universally extended its application to welding consumables (electrodes, filler wires, flux). Welding consumable manufacturers routinely issue 3.1 certificates for their products. Projects in the oil and gas, petrochemical, and power generation sectors typically require 3.1 certificates for all welding consumables used in pressure-retaining joints, with the certificate referencing the applicable AWS or EN classification standard alongside the specific heat or lot number of the consumable.
Material Certification Under the EU Pressure Equipment Directive
Under PED 2014/68/EU, materials used in the manufacture of pressure equipment (vessels, heat exchangers, piping, valves, fittings) that fall within the scope of the directive must be supplied with documentation demonstrating compliance with applicable standards. For materials in Categories I to IV, the PED requires that materials carry an inspection certificate in accordance with EN ISO 10204 Type 3.1 at minimum. For the most safety-critical Category IV equipment with high design pressures and hazardous fluids, 3.2 certificates are often specified by the notified body or the client’s engineering standards.
Understanding the interface between EN ISO 10204 and codes such as ASME Section IX and ASME Section VIII Division 1 is essential for engineers working across European and American pressure equipment standards simultaneously.
Charpy Impact Testing and Certificate Requirements
When design conditions require Charpy V-notch impact testing (for example, under low-temperature service or when the material is designated for impact-tested service as governed by UG-84 of ASME Section VIII Division 1), the 3.1 certificate must include the individual impact test results from the specific heat supplied. Certificates that show only a statistical average or reference a previous batch are not acceptable for low-temperature applications.
Recommended Reference Books
These titles provide deeper coverage of material inspection standards, certification requirements, and quality management in the metals and fabrication industries.
Disclosure: WeldFabWorld participates in the Amazon Associates programme (StoreID: neha0fe8-21). If you purchase through these links, we may earn a small commission at no extra cost to you. This helps support free technical content on this site.
Frequently Asked Questions
What is EN ISO 10204 and why does it matter?
EN ISO 10204 is the European/International standard titled Metallic products: Types of inspection documents. It defines the four recognised types of inspection certificate (2.1, 2.2, 3.1, and 3.2) that manufacturers and suppliers issue to confirm a material batch meets specified requirements. It matters because it provides a globally understood language for material traceability and quality assurance. The standard is referenced by the EU Pressure Equipment Directive, oil and gas project specifications, power generation codes, and structural fabrication standards worldwide. Without it, there would be no consistent basis for comparing or accepting material documentation across international supply chains.
What is the difference between a 3.1 and a 3.2 certificate?
A 3.1 certificate carries actual test results from the specific batch supplied and is validated by the manufacturer’s own authorised inspector, who must be independent from the production department. A 3.2 certificate goes one step further: it contains the same specific test results but is also countersigned by an independent third party — typically a notified body, a classification society surveyor, or the purchaser’s own nominated inspector who witnesses the testing at the mill. The 3.2 certificate therefore provides the highest level of assurance currently defined in EN ISO 10204 and is required for the most safety-critical applications in offshore, nuclear, and HP/HT process systems.
Can a distributor or stockholder issue a 3.1 or 3.2 certificate?
No. Under EN ISO 10204, Type 3.1 and 3.2 certificates must be issued by the original manufacturer of the metallic material — the steel mill, foundry, or forging plant — not by an intermediary trader or distributor. A distributor may pass on the original mill certificate but cannot reissue or endorse it as their own 3.1 or 3.2 document. If cut-to-length or further processing has occurred, the distributor may only issue a 2.2 test report based on work they themselves performed. Always trace the 3.1 certificate back to the original manufacturer and verify that the heat number on the document matches the hard stamp on the physical material.
When should I specify a 3.2 certificate instead of 3.1?
Specify a 3.2 certificate when working on safety-critical applications such as offshore pressure vessels, nuclear components, subsea equipment, or any system where independent third-party verification is required by the governing code or project specification. Many NORSOK, Shell DEP, and EPC contractor specifications mandate 3.2 for pressure-containing parts above defined wall thickness or design pressure thresholds. Always check your project specification, applicable pressure equipment directive requirements, and the relevant fabrication code (such as ASME Section VIII or EN 13445) before specifying the certificate type. When in doubt and the budget permits, specifying 3.2 is never wrong — a higher-grade certificate is always acceptable in place of a lower one.
What is the difference between a Type 2.1 and a Type 2.2 certificate?
A Type 2.1 certificate is a declaration of compliance only — the manufacturer states that the product meets the order requirements but provides no test results whatsoever. No chemical analysis, no tensile test, no impact test. A Type 2.2 certificate is a test report: the manufacturer provides test results, but those results come from general production testing and may not be from the specific batch supplied to you. Both types are validated by the manufacturer and are considered non-specific inspection documents. Neither type achieves full material traceability, which is why they are unsuitable for pressure equipment and critical structural applications.
Does EN ISO 10204 apply to welding consumables?
Yes. Although EN ISO 10204 was originally conceived for wrought and cast metallic products such as plate, pipe, and bar, the standard is widely applied to welding consumables (electrodes, filler wires, flux) in the fabrication industry. Welding consumable manufacturers routinely issue 3.1 certificates for their products to satisfy project and code requirements. Where consumables are used in pressure-retaining welds, project specifications typically require a minimum 3.1 certificate aligned with the relevant AWS or EN classification standard alongside the specific lot number of the consumable.
How do I verify the authenticity of a 3.1 or 3.2 certificate?
To verify a 3.1 certificate: confirm the manufacturer’s name and stamp on the document, cross-check the heat number against the hard stamp or stencil on the material itself, verify that the signatory holds a position independent from production (e.g., Quality Manager or Laboratory Supervisor), and confirm that the chemical and mechanical properties fall within the limits of the applicable material standard. For 3.2 certificates, additionally verify the third-party inspector’s name, organisation, and approval or accreditation number. Many major mills now provide online heat number lookup portals for verification. For a step-by-step guide to reading all fields on a completed certificate, see our article on how to read a Material Test Certificate.
What happened to the old certificate types 3.1A, 3.1B, and 3.1C?
The original EN 10204:1991 standard (which adopted definitions from the German DIN 50049) included certificate types 2.1, 2.2, 2.3, 3.1A, 3.1B, 3.1C, and 3.2. When the standard was revised and published as EN 10204:2004, it was simplified considerably. Type 2.3 was deleted. Types 3.1A, 3.1B, and 3.1C were consolidated into the single Type 3.1 (which broadly equates to the old 3.1B). The new Type 3.2 replaced the old 3.1A, 3.1C, and original 3.2 combined. If you encounter old documentation referencing these legacy certificate types, Type 3.1B roughly corresponds to the current Type 3.1, and Type 3.1A or 3.2 roughly corresponds to the current Type 3.2.