Failure Mode and Effects Analysis (FMEA): The Ultimate Practical Guide
By WeldFabWorldFebruary 6, 2026Updated: March 21, 2026
4 min read
Failure Mode and Effects Analysis (FMEA) is a structured, proactive risk-assessment methodology used to identify potential failures in products, processes, or systems before they reach the customer. It is one of the most powerful quality tools used in industries where safety, reliability, and compliance are critical.
Originally developed by NASA and later adopted by the automotive industry, FMEA has now become a global standard across manufacturing, fabrication, welding, aerospace, oil & gas, healthcare, and even software engineering.
What Is Failure Mode and Effects Analysis (FMEA)?
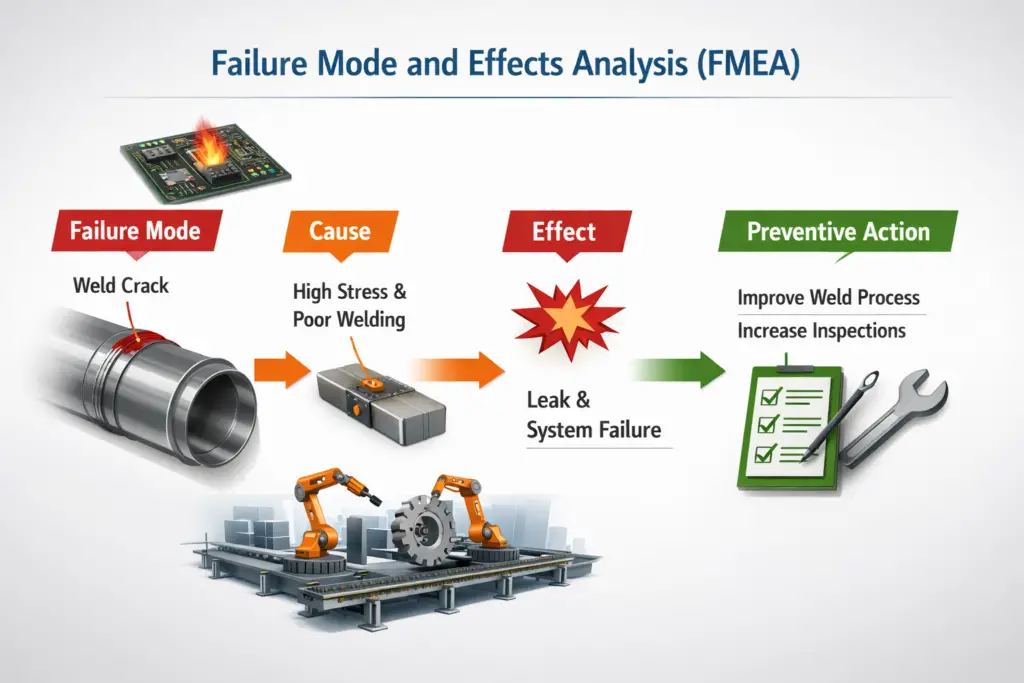
FMEA is a systematic technique that:
Identifies how something can fail (failure mode)
Analyzes why it might fail (cause)
Evaluates what happens if it fails (effect)
Prioritizes risks so preventive actions can be taken early
In simple terms:
FMEA helps you fix problems before they happen — not after they cost money or lives.
Failure Mode and Effects Analysis (FMEA) diagram
Why FMEA Is Critically Important
FMEA is not just a documentation exercise — it is a decision-making tool.
Key Benefits of FMEA
✔ Prevents failures instead of reacting to them ✔ Improves product safety and reliability ✔ Reduces rework, scrap, warranty claims, and recalls ✔ Strengthens compliance with ISO, IATF, ASME, and customer audits ✔ Encourages cross-functional team thinking ✔ Saves cost early in design and process planning
A failure corrected during design may cost ₹1 — the same failure after production may cost ₹1,000 or more.
Types of FMEA (With Clear Use Cases)
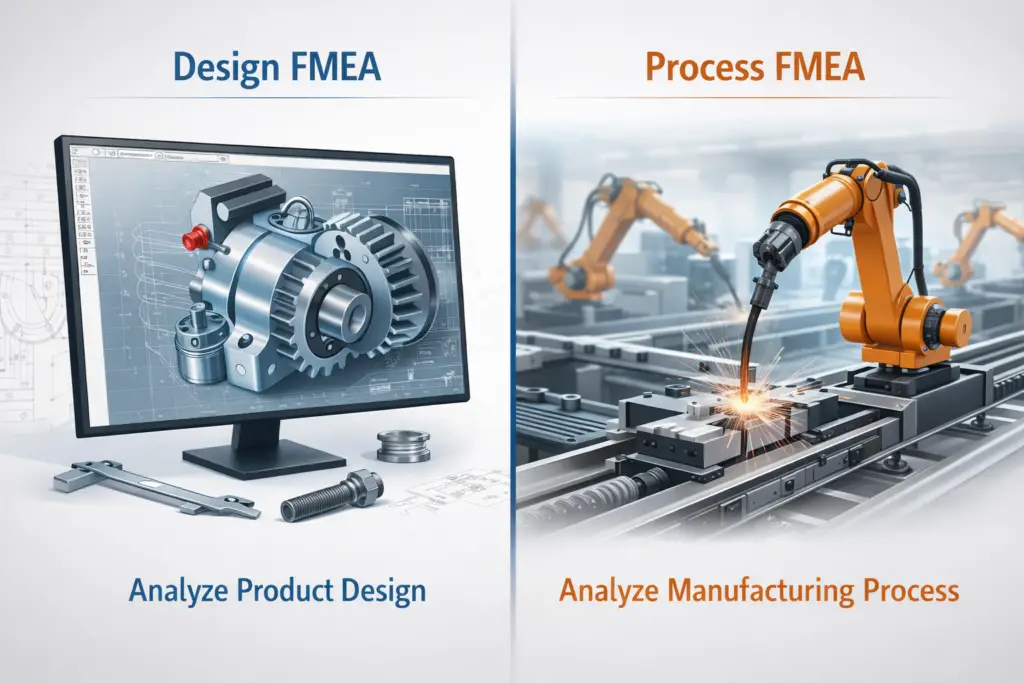
1. Design FMEA (DFMEA)
Used during product or equipment design to identify potential design weaknesses.
Examples:
Pressure vessel design
Welding fixture design
Machine component selection
2. Process FMEA (PFMEA)
Used during manufacturing or fabrication planning to identify process-related risks.
Examples:
Welding sequence planning
Heat treatment process
Machining or assembly operations
3. System FMEA
Focuses on interactions between subsystems in complex installations.
Examples:
Power plant piping systems
Automated production lines
Aircraft systems
4. Service / Software FMEA
Applied to non-physical systems like services, inspections, or software logic.
Design vs process FMEA comparison
The Complete FMEA Methodology (Step-by-Step)
Step 1: Define the Scope
What system, product, or process are you analyzing?
Define boundaries clearly
Form a cross-functional team (design, quality, production, inspection)
Step 2: Identify Failure Modes
A failure mode describes how something could fail.
Examples:
Weld crack
Incomplete penetration
Wrong material used
Incorrect heat treatment
Step 3: Identify Failure Effects
Effects describe the impact of failure on:
Safety
Performance
Compliance
Customer satisfaction
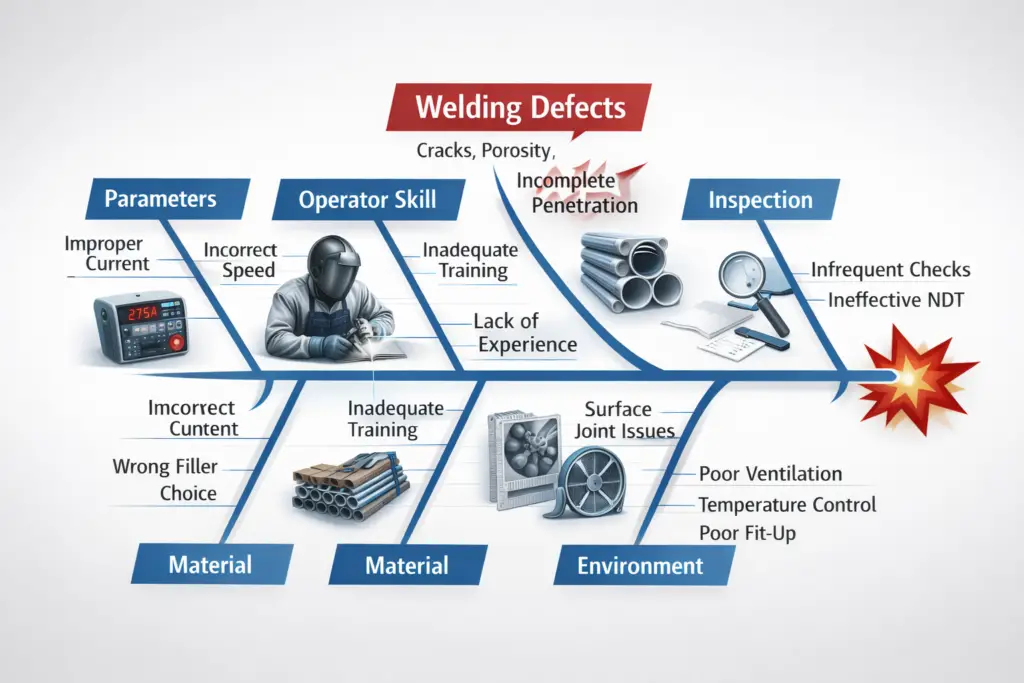
Step 4: Identify Failure Causes
Root causes explain why the failure could happen:
Poor welding parameters
Operator skill issue
Material variation
Equipment wear
Welding defects cause-and-effect diagram
Risk Evaluation in FMEA
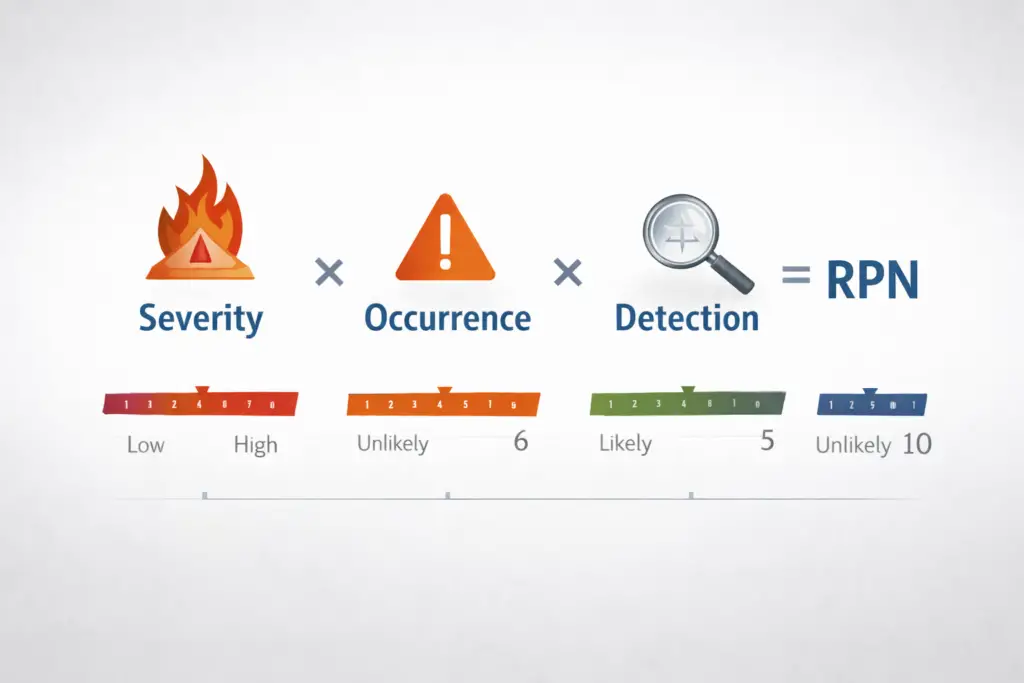
Each failure mode is evaluated using three numerical rankings:
1. Severity (S)
How serious is the effect if the failure occurs?
Severity
Meaning
1–3
Minor, no noticeable impact
4–6
Moderate performance issue
7–8
Major failure, customer dissatisfaction
9–10
Safety risk or regulatory violation
2. Occurrence (O)
How frequently is the failure likely to occur?
3. Detection (D)
How likely is the failure to be detected before reaching the customer?
Risk Priority Number (RPN)
Traditional FMEA uses:
RPN = Severity × Occurrence × Detection
Higher RPN = higher risk = higher priority for action.
Risk priority number calculation explained
Modern FMEA: AIAG–VDA Action Priority (AP)
Modern standards (AIAG–VDA FMEA Handbook) now prefer Action Priority (AP) instead of relying only on RPN.
Action Priority Categories:
High (H) – Immediate action required
Medium (M) – Action recommended
Low (L) – Acceptable risk
This method focuses more on severity and detection, improving real-world safety decisions.
FMEA Worksheet Explained (With Example)
Process Step
Failure Mode
Effect
Cause
S
O
D
RPN
Action
Welding
Crack
Leak
High heat input
8
4
5
160
Optimize parameters
Welding FMEA worksheet analysis
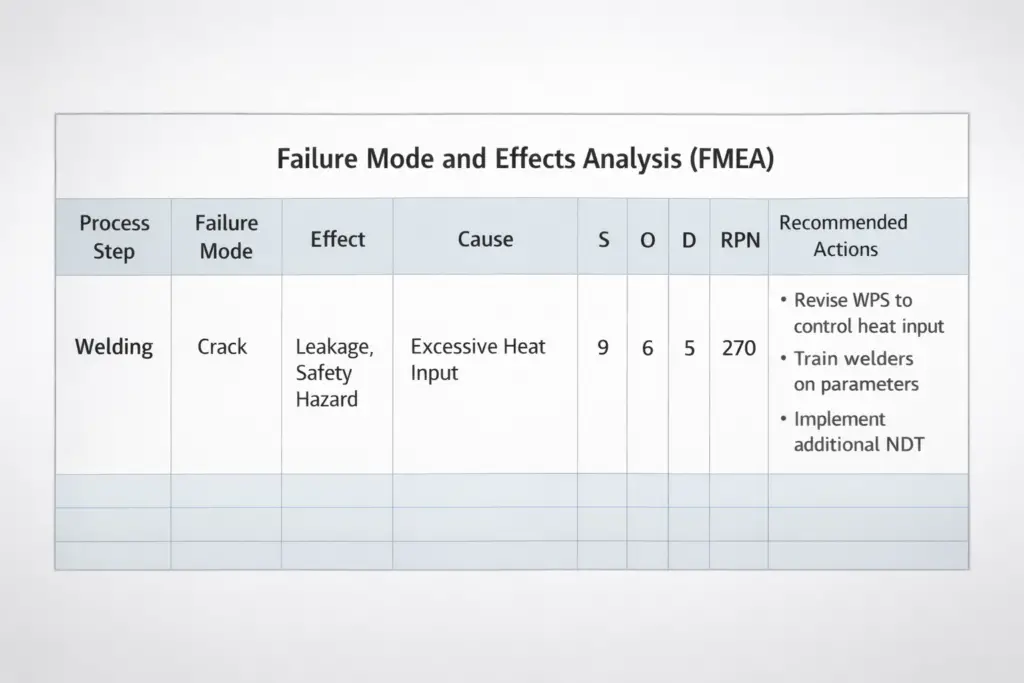
Mini Case Study: FMEA in Welding Fabrication
Problem:
Frequent weld cracking in pressure piping.
FMEA Findings:
Failure Mode: Weld crack
Effect: Leakage, safety risk
Cause: Excessive heat input
Severity: 9
Occurrence: 4
Detection: 6
Action Taken:
Revised WPS
Controlled heat input
Welder retraining
Additional NDT
Result:
✔ 70% reduction in weld defects ✔ Zero customer complaints ✔ Improved audit compliance
Best Practices for Effective FMEA
✔ Start FMEA early (design & planning stage) ✔ Use real shop-floor data, not assumptions ✔ Keep severity ratings consistent ✔ Update FMEA after NCRs, failures, or changes ✔ Integrate with CAPA, Six Sigma, and ISO systems
Common Mistakes to Avoid
❌ Treating FMEA as a one-time document ❌ Inflating or deflating rankings ❌ Ignoring high-severity failures ❌ Not closing corrective actions ❌ Doing FMEA alone without team input
Industries Where FMEA Is Essential
Welding & fabrication
Automotive & IATF 16949
Aerospace & defense
Oil & gas & pressure equipment
Healthcare & medical devices
Power plants & heavy engineering
Conclusion
FMEA is not just a quality tool — it is a preventive mindset. When applied correctly, it transforms organizations from fire-fighting mode into risk-controlled excellence.
Whether you are designing a product, setting up a welding process, or running a fabrication shop, FMEA helps you stay ahead of failures — not behind them.