How to Read a Material Test Certificate or Mill Test Report
A Material Test Certificate (MTC) — also called a Mill Test Report (MTR) or Mill Certificate — is the single most important document accompanying any material delivered to a fabrication shop, pressure vessel manufacturer, or construction site. In industries such as oil and gas, power generation, petrochemicals, and offshore construction, every pipe, plate, fitting, and structural section must arrive with a valid MTC that confirms the material is what it was ordered to be. Whether you are a welding inspector, CWI, QA/QC engineer, or procurement professional, the ability to accurately read and verify an MTC is a fundamental competency.
The MTC validates critical technical parameters: chemical composition, mechanical properties, manufacturing process, heat treatment, non-destructive examination (NDE) results, and conformance with applicable codes and standards. It also establishes the chain of traceability — linking the physical material on your shop floor directly to the furnace where it was produced. This guide takes you through every field of an MTC in detail, explains the four inspection certificate types defined by EN 10204, and shows you how to use this knowledge practically during incoming material inspections and audits.
Understanding what each section means and what to cross-check against is not merely a procedural exercise. Accepting incorrect or fraudulent material certificates has led to catastrophic failures in pressure systems and pipelines. This guide equips you with the knowledge to read an MTC with confidence and catch discrepancies before they become safety incidents.
What is a Mill Test Certificate?
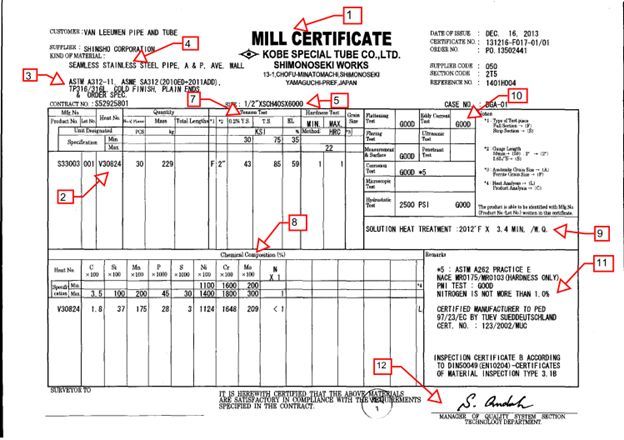
A Mill Test Certificate is a quality assurance and traceability document issued by the material manufacturer — the steel mill, foundry, or tube mill — certifying that the product supplied meets the requirements of the specified standard and the purchase order. It is not a generic document: a valid MTC is specific to the heat (batch) of material produced and contains actual test data, not nominal or typical values.
MTCs are required under ASME Boiler and Pressure Vessel Code (BPVC), ASME B31.3 Process Piping, ASME B31.1 Power Piping, EN standards, and most project specifications as proof of material conformance before any fabrication work begins. In the ASME system, material is purchased to ASTM specifications, and the certificate confirms compliance with those specifications. In the European system, the inspection document type is defined by EN 10204.
Key Sections of a Mill Test Certificate — Field-by-Field
Although MTC layouts vary between manufacturers and countries, the essential information fields are standardised. The following covers every field you will encounter and what to check in each one.
1. Manufacturer Identification
The header of the certificate carries the manufacturer’s name, logo, address, and — critically — an authorized stamp or seal. This is the legal declaration that the manufacturer stands behind the data. Always verify this against your Approved Vendor List (AVL). For 3.2 certificates, a second stamp from the TPI or purchaser’s representative will also appear. The presence of a manufacturer stamp without corresponding test data is insufficient on its own.
2. Heat Number — The Most Critical Field
The heat number (also called cast number, melt number, or heat code) is the unique identifier assigned to a batch of metal melted in a single furnace charge. It is the cornerstone of material traceability. The heat number on the certificate must exactly match the marking hard-stamped or stencilled on the physical material — on every pipe, every plate, every fitting. If the numbers do not match, you must quarantine the material until the discrepancy is resolved.
In addition to the heat number, many certificates also list a lot number, item number, or piece number that identifies the specific product within that heat. When materials are ordered in multiple lots from the same heat, the lot number allows you to link individual pieces to sub-batch test results.
3. Material Grade and Specification
This field identifies the standard and grade of the supplied material. It should match your purchase order exactly. The format typically includes the governing standard, product form, and grade designation:
Cross-check this against your purchase order specification, the project material specification, and — if working under ASME — the applicable P-Number assignment for the base material. The P91 grade in particular has stringent chemistry and heat treatment requirements that must be carefully verified on every MTC.
4. Delivery Condition
The delivery condition describes how the material was manufactured and the condition in which it was supplied. For pipe, this includes the manufacturing method and any weld inspection performed on the seam:
| Code | Meaning | Applicable Stress Credit |
|---|---|---|
| SMLS | Seamless — no weld seam present | Full allowable stress (E=1.0) |
| W | Welded — seam-welded, not inspected | Reduced (E=0.85 per B31.3) |
| WX | Welded, seam radiographically examined | Higher credit (E=1.0 if 100% RT) |
| WU | Welded, seam ultrasonically tested | Higher credit (E=1.0 if 100% UT) |
The delivery condition directly affects the joint efficiency factor (E) used in pressure design calculations under ASME B31.3 and ASME Section VIII Division 1. Always confirm that the delivery condition on the MTC matches what was specified in your purchase order, particularly when the design has assumed a seamless or 100% examined product.
For plate and structural products, the delivery condition describes heat treatment: As-Rolled (AR), Normalized (N), Quenched and Tempered (Q&T), Thermomechanically Controlled Process (TMCP), or Solution Annealed (SA) for austenitic stainless steels.
5. Product Dimensions
The dimensions section specifies the physical size of the material supplied:
- Pipe: Outside Diameter (OD) × Wall Thickness (WT or Schedule) × Length
- Plate: Thickness × Width × Length
- Bar: Diameter or section size × Length
- Fittings: Nominal size × wall thickness × schedule
Verify these against your material requisition. Dimensional tolerances are set by the applicable product standard (e.g., ASTM A530 for pipe tolerances). The pipe weight calculator on WeldFabWorld can be used to cross-check the stated weight against the dimensions if the MTC also lists weight per metre or total weight.
6. Weight
MTCs typically report individual piece weight or total lot weight. For pipes NPS 4 and above, weight data is important for handling, lifting calculations, and logistics planning. For billing purposes, many material orders are priced by weight. Cross-check the stated weight against the dimensions using the nominal pipe weight formula to catch any clerical discrepancies that might indicate a substituted product.
7. Mechanical Properties
The mechanical properties section is one of the two most technically critical sections of the MTC (the other being chemical composition). The following properties are typically reported:
| Property | Symbol | What it Measures | Typical Units |
|---|---|---|---|
| Yield Strength | Rp0.2 or Y.S. | Stress at 0.2% permanent plastic strain | MPa / psi / ksi |
| Tensile Strength | Rm or U.T.S. | Maximum engineering stress before fracture | MPa / psi / ksi |
| Elongation | A or El% | Ductility — plastic deformation at fracture | % (gauge length specified) |
| Hardness | HB / HRC / HV | Resistance to indentation/surface deformation | Brinell / Rockwell / Vickers |
| Impact Energy | KV or CVN | Energy absorbed in Charpy V-notch test at specified temperature | J / ft-lbf |
Every reported value must meet or exceed the minimum requirement in the applicable specification. For example, ASTM A312 TP316L requires minimum UTS of 485 MPa and minimum yield strength of 170 MPa. If any value falls below the minimum, the material does not comply with the specification and must be rejected. The mechanical testing guide on WeldFabWorld explains how each of these tests is conducted.
8. Chemical Composition
The chemical composition section lists the mass percentage of each alloying element as determined by spectroscopic analysis (OES or XRF) of the heat. These values must fall within the ranges specified by the material standard. For duplex stainless steels, exact element ranges are critical to achieving the required ferrite/austenite balance.
| Element | Symbol | Role in Alloy | Example: TP316L Requirement |
|---|---|---|---|
| Carbon | C | Strength, but excess causes weld sensitisation in SS | ≤ 0.030% |
| Manganese | Mn | Deoxidiser, austenite former | ≤ 2.00% |
| Phosphorus | P | Impurity — reduces toughness | ≤ 0.045% |
| Sulphur | S | Impurity — promotes hot cracking | ≤ 0.030% |
| Silicon | Si | Deoxidiser | ≤ 0.75% |
| Chromium | Cr | Corrosion resistance (passive film) | 16.0–18.0% |
| Nickel | Ni | Austenite stabiliser, corrosion resistance | 10.0–14.0% |
| Molybdenum | Mo | Pitting resistance (PREN contribution) | 2.00–3.00% |
| Nitrogen | N | Austenite stabiliser, pitting resistance | ≤ 0.10% |
For stainless steels in corrosive service, the Pitting Resistance Equivalent Number (PREN) can be calculated from the certificate chemistry to verify that the material meets project pitting resistance requirements. The Carbon Equivalent (CE) can similarly be calculated for carbon and low-alloy steels to assess weldability from the MTC chemistry values.
9. Heat Treatment
This section confirms the thermal processing applied after hot or cold forming to achieve the specified microstructure and mechanical properties. The stated treatment must match the delivery condition and the specification requirement.
If a project specification requires simulated PWHT of test coupons, the MTC should confirm that this was performed and the mechanical properties still comply after the simulated treatment.
10. NDE Testing and Hydrotest Results
Non-destructive examination (NDE) and hydrostatic pressure test results are reported to confirm product integrity. The applicable tests depend on the product form, delivery condition, and supplementary requirements:
| Test | Abbreviation | Purpose | When Required |
|---|---|---|---|
| Hydrostatic Test | HT | Leak tightness and pressure containment | Standard for seamless and welded pipe per ASTM A312, A106 |
| Radiographic Examination | RT | Weld seam internal integrity | WX pipe; per ASTM A312 Annex, ASME B31.3 |
| Ultrasonic Testing | UT | Weld seam or body lamination detection | WU pipe; supplementary requirement for plates |
| Eddy Current Testing | ECT | Surface and near-surface defects | Supplement for heat exchanger tubing (ASTM A213, A249) |
| Liquid Penetrant | PT/LPT | Surface-breaking cracks and porosity | Supplementary requirement, especially for fittings |
| Magnetic Particle | MT/MPT | Surface/near-surface flaws in ferromagnetic materials | Supplementary requirement for carbon/alloy steel |
11. Supplementary Requirements
When standard specification requirements are insufficient for the service conditions, supplementary requirements are invoked in the purchase order. These must be explicitly documented on the MTC. Common supplementary requirements include:
- Positive Material Identification (PMI): XRF or OES verification of chemical composition at goods receipt, confirming the material matches the MTC. Mandatory on many oil and gas projects.
- NACE MR0175 / ISO 15156 Compliance: Required for sour service applications. Hardness must be verified to comply with maximum limits (typically HRC 22 or HB 250 for carbon steels).
- Intergranular Corrosion Test (IGC): Per ASTM A262 Practice E for austenitic stainless steels, confirming resistance to sensitisation. Relevant when weld decay is a concern in corrosive service.
- ASTM G48 Corrosion Testing: For duplex and super-duplex stainless steels per ASTM G48, confirming pitting resistance.
- Charpy Impact Testing at Low Temperature: Required per ASME UG-84 for pressure vessel applications in low-temperature service.
- Third-Party Inspection (TPI) Witnessing: Required for 3.2 certificates. The TPI witness and counter-signs the certificate.
12. Manufacturer’s Signature and Stamp
The final section contains the name, signature, and stamp of the authorized representative certifying the document. For a 3.1 certificate, this must be a person independent of the production department. For a 3.2 certificate, a second counter-signature from the TPI or purchaser’s representative is required. An MTC without an authorized signature and stamp is not a valid document.
Types of Material Certificates per EN 10204
EN 10204 is the European standard that defines the types of inspection documents that accompany metallic products. It is referenced globally, including in many ASME and API projects, as a clear framework for defining the level of certification required. There are four certificate types, each offering an increasing level of traceability and independent verification.
Step-by-Step MTC Verification Procedure
When material arrives at your fabrication facility or site, follow this systematic verification procedure before accepting the material for use in any pressure-retaining or structural application.
Step 1 — Document Completeness Check
Confirm the MTC is present for every heat of material received. Verify the certificate type meets the project specification requirement (2.2, 3.1, or 3.2). Check that the authorized signature and stamp are present. Reject any undated or unsigned document.
Step 2 — Purchase Order Cross-Check
Compare the material grade, specification, delivery condition, and dimensions stated on the MTC against your purchase order. Any deviation — even a minor one, such as a different schedule or a different delivery condition — must be formally documented and approved before the material is accepted.
Step 3 — Heat Number Verification
Physically inspect every piece of material. Verify that the heat number stamped or marked on each piece exactly matches the heat number on the MTC. For piping components, the marking is typically found on the pipe body or end caps. For fittings and flanges, it is on the body. For plate, it is stencilled on the surface.
Step 4 — Chemistry Compliance
Compare each reported element against the minimum and maximum limits in the applicable ASTM/ASME specification. Pay particular attention to carbon content (especially for L-grade stainless steels and P91 alloy steel), chromium, nickel, and molybdenum. If the carbon content of a TP316L MTC exceeds 0.030%, the material does not comply with the L-grade requirement — this is a common point of non-conformance.
Step 5 — Mechanical Properties Compliance
Compare each reported value (YS, UTS, elongation, hardness) against the minimum requirements in the specification. For impact-tested materials, compare the CVN values at the stated test temperature against the ASME minimum absorbed energy requirement for the material thickness. Use the mechanical testing reference on WeldFabWorld for specification minimum values.
Step 6 — Supplementary Requirements Verification
If your purchase order invoked supplementary requirements (PMI, NACE compliance, IGC test, impact test), confirm these are explicitly documented on the MTC with results. Do not assume compliance — it must be stated.
Step 7 — PMI Spot Check (Where Required)
For critical applications, projects typically require Positive Material Identification (PMI) by XRF or OES on receipt. This independently verifies the chemical composition of the physical material against the MTC values. A PMI result that does not match the MTC is a serious non-conformance indicating either a material mix-up or a falsified certificate.
Common MTC Discrepancies and How to Handle Them
The following are the most frequently encountered non-conformances during MTC review, with guidance on appropriate disposition actions.
| Discrepancy | Risk Level | Required Action |
|---|---|---|
| Heat number mismatch (MTC vs. physical marking) | Critical | Quarantine material. Raise NCR. Obtain corrective documentation from supplier or reject and return. |
| Chemical element outside specification range | Critical | Issue NCR. Request supplier corrective action. Material must not be used until disposition is approved by engineering. |
| Mechanical property below specification minimum | Critical | Issue NCR. Material does not comply. Return to supplier or request re-testing with witnessed retests per ASTM procedures. |
| Unsigned or unstamped MTC | High | Return to supplier for properly authorized replacement certificate. Do not accept material. |
| Certificate type below specified requirement (e.g., 2.2 received when 3.1 required) | High | Request correct certificate type from supplier. Verify against approved vendor list. |
| Supplementary requirement not documented on MTC | High | Request updated MTC or supplementary test documentation from supplier before accepting material. |
| Minor dimensional discrepancy (within tolerance) | Low | Document variance. Confirm tolerance compliance per applicable standard. Issue concession if within tolerance limits. |
MTC Requirements Under ASME and API Codes
Different codes impose specific requirements on material documentation. The following summarises key code-specific requirements that affect MTC interpretation.
ASME BPVC Section II and Section VIII Division 1
Under ASME, pressure vessel materials must comply with specifications listed in Section II Part A (ferrous) or Part B (non-ferrous). The MTR must confirm compliance with the listed ASME SA- specification (which mirrors the ASTM A- specification). ASME requires heat-lot traceability for all pressure-retaining parts. For impact-tested materials, the MTR must confirm compliance with the Charpy requirements of ASME UG-84.
ASME B31.3 Process Piping
All materials used in ASME B31.3 piping must have a certified material test report available. The report must confirm compliance with the applicable ASTM or ASME specification and list the heat number for traceability. The delivery condition (SMLS, W, WX, WU) determines the applicable joint efficiency factor used in pressure design calculations.
API 5L / ISO 3183 — Line Pipe
For pipeline line pipe, API 5L requires detailed mill test documentation including chemical composition by heat and product analysis, tensile properties, Charpy impact properties, and hydrostatic test results. The PSL (Product Specification Level) — PSL 1 or PSL 2 — determines the extent of testing and the required supplementary requirements. PSL 2 imposes significantly stricter chemistry, CVN, and dimensional controls than PSL 1.
Recommended Books on Material Certification and QA
Disclosure: WeldFabWorld participates in the Amazon Associates programme (StoreID: neha0fe8-21). If you purchase through these links, we may earn a small commission at no extra cost to you. This helps support free technical content on this site.