Macro vs Micro Tests in Welding — Complete Guide to Macroscopic and Microscopic Examination
Macro and micro tests are two of the most important destructive examination techniques used in weld qualification and quality assurance. Together, they form a complementary pair: macroscopic examination assesses the overall geometry, fusion quality, and large-scale discontinuities of a weld cross-section, while microscopic examination probes the metallurgical microstructure of the weld metal, fusion zone, and heat-affected zone at grain level. Neither test alone tells the complete story — a weld that passes macro examination can still harbour microstructural features that compromise toughness, creep resistance, or susceptibility to hydrogen embrittlement in service.
In weld procedure qualification (PQR) testing under ASME Section IX, AWS D1.1, and ISO 15614, macro examination is a standard deliverable in virtually every qualification package. Micro examination is required selectively — for high-alloy materials, nuclear and cryogenic applications, sour service welds, and wherever the construction code or client specification demands metallographic verification of phase content or grain structure. Understanding when each test is required, how specimens are prepared, what each test can and cannot reveal, and how results are interpreted are core competencies for any welding engineer, CWI, or quality manager.
This guide covers the full scope of both examination methods: the science behind them, specimen preparation procedures, etching reagents, acceptance criteria under major welding codes, industry-specific requirements, and the interaction between macro/micro findings and weld procedure qualification records.
Macro Examination
- Naked eye or up to 10x magnification
- Assesses weld geometry and large-scale fusion
- Reveals porosity, slag, cracks, undercut, LP
- Required in most PQRs (ASME, AWS, ISO)
- Quick, low-cost, widely applicable
- Specimen prepared by grinding + etching
Micro Examination
- 100x to 1000x optical microscopy
- Assesses grain structure, phase constitution
- Reveals microcracks, martensite, grain growth
- Required for high-alloy, nuclear, sour service
- Time-intensive; needs trained metallographer
- Specimen polished to mirror finish + etched
Macro Test — Macroscopic Weld Examination
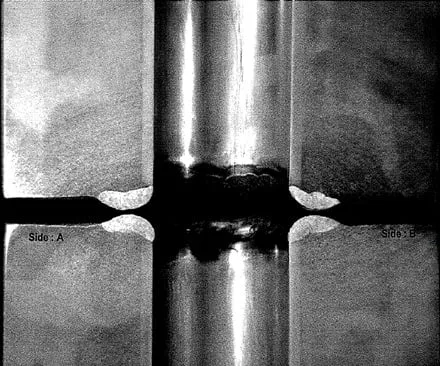
Macroscopic examination of welds is the process of visually inspecting a transverse cross-section of a welded joint, after appropriate surface preparation and chemical etching, to assess the overall soundness and geometry of the weld. The examination is carried out with the naked eye or at magnifications up to 10x using a hand lens or low-power stereo microscope. Because it requires no specialised laboratory equipment and can be completed in under an hour, macro examination is one of the most cost-effective and universally applied tests in weld quality assurance.
What Macro Examination Reveals
After etching, the weld metal, fusion line, HAZ, and base metal are differentiated by their distinct contrast under illumination. The examiner can assess:
- Weld profile and geometry — bead width, reinforcement height, root penetration, weld toe angle
- Fusion at the root — whether the root pass has fully fused the joint root without lack of penetration (LOP) or lack of fusion (LOF)
- Inter-run fusion — fusion between weld passes in multi-run welds; poor inter-run fusion appears as distinct boundaries between runs without proper fusion
- HAZ extent and symmetry — the width of the heat-affected zone on each side of the weld, which indicates heat input and thermal cycle characteristics
- Large-scale defects — porosity clusters, slag inclusions, solidification cracks, hot cracks, and cold cracks visible at macro scale
- Number and sequence of weld passes — which can be compared against the WPS to confirm procedure compliance
- Dilution and weld metal geometry — relevant for overlay and cladding applications
Specimen Preparation for Macro Examination
The quality of the macro result is entirely dependent on the quality of specimen preparation. A poorly ground or inadequately etched specimen can miss genuine defects or create artefacts that are mistaken for flaws. The procedure below is applicable to carbon and low-alloy steel weld macro specimens.
- Sectioning: Cut a transverse section perpendicular to the weld axis using an abrasive cut-off saw or band saw with continuous water cooling. The section should be at least 6–12 mm thick to provide a stable, flat grinding surface. Avoid thermal cutting, which introduces a HAZ into the section face.
- Coarse grinding: Grind the cut face on a bench grinder or belt grinder using 80–120 grit abrasive to remove the saw cut damage layer and establish a flat surface. Keep the face as flat and perpendicular to the weld axis as possible.
- Progressive abrasive grinding: Progress through 120, 240, 400, and 600 grit silicon carbide abrasive papers on a flat platen (either manual or motorised). At each grade, rotate the specimen 90 degrees to the previous direction and grind until all scratches from the previous grade are eliminated. Rinse thoroughly between grades.
- Cleaning and drying: Rinse with clean water, degrease with acetone or ethanol, and dry completely with warm air or a clean cloth before etching. Any residual contamination will inhibit the etch.
- Etching: Apply the appropriate etchant to the ground surface by swabbing with a cotton ball or gauze pad. For carbon steels in production testing, 10% ammonium persulfate aqueous solution is most common (swab 30–60 seconds). For nital (2–5% nitric acid in ethanol), swab for 5–20 seconds.
- Rinse, dry, and examine: Immediately rinse with clean water (and neutralise with 10% sodium hydroxide if using nital), dry, and examine under good illumination. Photograph at appropriate magnification for the record.
Practical Tip: For production macro examination where a smooth finish is needed quickly, a 600-grit finish is generally sufficient to produce a clear etch contrast with ammonium persulfate. For micro examination, however, the same specimen must be progressively polished to 1 µm diamond paste or colloidal silica finish — the difference in preparation time is significant and the surfaces are not interchangeable.
Micro Test — Microscopic Weld Examination
Microscopic examination of welds — weld metallography — involves preparing a section from the weld to a mirror-quality polished finish, etching to reveal microstructural features, and examining using an optical microscope at magnifications from 50x to 1000x. The technique provides information that cannot be obtained by any other non-destructive or macro method: the grain structure, phase constitution, and sub-micron features of the weld metal, fusion zone, and heat-affected zone are all revealed at this scale.
Micro examination is essential when the performance of the weld depends on microstructural control — which is the case for all high-strength, high-alloy, and creep-resistant steels used in power generation, nuclear, sour service oil and gas, and cryogenic applications. For a P91 chrome-moly weld, for example, micro examination is the only way to confirm that the tempered martensite lath structure required for creep strength has been achieved throughout the weld metal and HAZ — a requirement that cannot be inferred from macro appearance or even hardness testing alone.
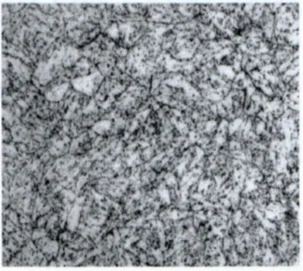
What Micro Examination Reveals
- Grain size and grain growth — particularly in the CGHAZ (coarse-grained HAZ) adjacent to the fusion line, where excessive grain growth reduces toughness and fatigue resistance
- Phase constituents — ferrite, pearlite, bainite, martensite, Widmanstatten ferrite, and retained austenite in carbon and low-alloy steels; austenite, delta ferrite, and sigma phase in stainless steels
- Microcracks — solidification cracks in weld metal, liquation cracks in the CGHAZ (particularly in nickel alloys), and stress-relief cracks in the HAZ of chromium-containing steels
- Precipitate distribution — carbide precipitation, sensitisation in stainless steels (see stainless steel weld decay), and creep-damage precipitates in service-exposed welds
- Hardness variation across weld zones — though hardness is more precisely measured by microhardness traverses, micro examination gives a qualitative indication of hard phases
- Inclusions and second-phase particles — oxide and sulphide inclusions that influence toughness and fatigue crack initiation
- Temper bead effectiveness — in temper bead welding of P-No. 4 and 5 materials without PWHT, micro examination confirms that the CGHAZ has been tempered by subsequent passes
Zones Examined in a Weld Micro Section
Specimen Preparation for Micro Examination
Micro specimen preparation follows the same early stages as macro preparation but extends to a much finer final finish. The surface must be free of all preparation artefacts — scratches, smearing, pitting, and pull-out of inclusions — that could be mistaken for microstructural features. This level of preparation is more time-consuming and typically requires a motorised polishing system with precise control of load and time.
- Sectioning and mounting: Section a smaller specimen (typically 15–25 mm diameter for mounting) and mount in thermosetting or cold-setting resin to facilitate handling and edge retention. Edge retention additives in the mounting medium help preserve the specimen edge near the weld surface.
- Grinding through SiC grades: Progress through 120, 240, 400, 600, 800, and 1200 grit silicon carbide papers, rotating 90° between grades and removing all previous-grade scratches before advancing.
- Diamond polishing: Polish on a nap cloth with 6 µm, then 3 µm diamond suspension. Each step takes 2–5 minutes at moderate pressure on a motorised polisher.
- Final polishing: Finish with 1 µm diamond or 0.05 µm colloidal silica (OP-S) on a short-nap cloth. The surface should be scratch-free and reflect a clear mirror image.
- Ultrasonic cleaning: Clean ultrasonically in ethanol for 1–2 minutes to remove any polishing media from the surface, then dry with warm air.
- Etching and examination: Etch with the appropriate reagent (nital for carbon steels, Kalling’s for stainless steels), rinse, dry, and examine immediately on the optical microscope at 50x–500x. Capture images at representative locations across all weld zones.
Macro vs Micro Examination — Detailed Comparison
| Parameter | Macro Examination | Micro Examination |
|---|---|---|
| Magnification | Naked eye to 10x | 50x to 1000x (optical); up to 100,000x (SEM) |
| Surface finish required | 600 grit + etched | Mirror polish (1 µm or finer) + etched |
| Preparation time | 15–45 minutes | 2–6 hours (skilled metallographer) |
| Equipment needed | Grinder, etchant, good lighting | Mounting press, polishing machine, optical microscope |
| Defects detected | Porosity, slag, cracks, LOF, LOP, undercut | Microcracks, grain growth, sensitisation, martensite, precipitates |
| PQR requirement | Near universal | Material/code dependent |
| Typical codes requiring it | ASME IX QW-183/193, AWS D1.1, ISO 15614 | ASME III, API 6A, sour service specs, P91 welding specs |
| Cost | Low | Medium to high |
| Result form | Photograph + pass/fail assessment | Micrographs + microstructural description |
Requirements Under Welding Codes and Standards
ASME Section IX
Under ASME Section IX, macro examination is explicitly required for fillet weld procedure qualification (QW-183), where two macro sections from the test coupon must be examined and show complete fusion and freedom from cracks. For tube-to-tubesheet weld qualification under QW-193, macro examination is required on sections taken at multiple angular positions around the tube circumference to verify full fusion and groove geometry. Macro examination also forms part of the supporting evidence in groove weld PQRs to confirm the joint geometry and weld profile are consistent with the WPS.
ASME Section IX does not list micro examination as a mandatory standard test for most PQRs. However, supplementary essential variables, material-specific annexures (such as those for P-No. 15E group 1 material — P91/Grade 91), and requirements in the applicable construction code (ASME Section III, Section VIII Division 2, etc.) can impose micro examination as a qualification requirement.
AWS D1.1 Structural Welding Code
AWS D1.1 requires macro examination for prequalified and qualified procedure verification, particularly for fillet weld qualification tests and for verifying weld geometry in fatigue-critical applications. For fracture-critical bridge members, additional mechanical testing and metallographic examination requirements may be imposed by the bridge owner or engineer of record.
ISO 15614-1
ISO 15614-1 (Specification and qualification of welding procedures for metallic materials) requires macroscopic examination of the weld cross-section as part of the standard test suite. It also explicitly requires microscopic examination for ferritic steels when microstructural assessment of the HAZ is relevant to the application — particularly for materials with a nominal yield strength exceeding 460 MPa, for P91 and other creep-resistant steels, and for any material where the code or product standard specifies it.
Acceptance Criteria
Acceptance criteria for macro examination are generally stated in terms of: absence of cracks, complete fusion at the root and between weld passes, no slag inclusions exceeding specified size limits, porosity within the limits of the applicable table, and weld geometry (penetration, reinforcement, throat) within the WPS tolerances. For micro examination, acceptance criteria are more complex and typically described in terms of: absence of microcracks, absence of sensitisation in the HAZ of stainless steels, specified maximum grain size in the CGHAZ, absence of untempered martensite where the WPS requires a specified preheat and interpass temperature regime, and phase proportions within specified limits for duplex stainless steels.
Duplex Stainless Steel Note: For duplex stainless steel welds, micro examination is required by most project specifications to verify ferrite-austenite phase balance in the weld metal and HAZ. The target is typically 40–60% ferrite content in the weld metal; deviations indicate excessive heat input (promoting sigma phase and HAZ sensitisation) or insufficient heat input (leaving excessive ferrite with reduced toughness). Point counting or image analysis is used to quantify phase proportions on the etched micro section.
Industry Applications and When Each Test Is Used
| Industry / Application | Macro | Micro | Key Concern |
|---|---|---|---|
| Structural steel (bridges, buildings) | Required | Rarely | Profile, fusion, geometry per AWS D1.1 |
| Carbon steel pressure vessels (ASME VIII) | Required (fillet/T-T) | Not standard | Geometry, joint integrity per ASME IX |
| P91 / Grade 91 power piping | Required | Required | Tempered martensite structure; CGHAZ grain size; creep performance |
| Duplex / super duplex SS | Required | Required | Ferrite-austenite balance; absence of sigma phase |
| Sour service (H2S) pipelines and vessels | Required | Often required | Hardness limitation; absence of hard HAZ phases susceptible to SSC |
| Nuclear (ASME Section III) | Required | Required | All microstructural features; full traceability required |
| Stainless steel process piping (B31.3) | Required | Sensitisation check | Weld decay / HAZ sensitisation in unstabilised grades |
| Cryogenic LNG and storage | Required | Often specified | Austenite stability; absence of martensite; toughness assurance |
| Tube-to-tubesheet (heat exchangers) | Required (QW-193) | Rarely | Root fusion at tube bore; multiple angular sections required |
| Aerospace and defence | Required | Required | Zero-defect tolerance; full characterisation of all weld zones |
Interaction with WPS, PQR, and Essential Variables
It is important to understand that macro and micro tests are performed on the test coupon used to qualify the welding procedure — they are PQR tests, not WPS requirements. The Welding Procedure Specification (WPS) documents the variables within which the welder will operate; the PQR is the objective test evidence that the procedure, as applied, produces a weld of the required quality. Macro and micro examination are part of that test evidence.
When an essential variable changes — a different base material P-number group, a different filler metal F-number, a change in heat input beyond the qualified range, or a change in the post-weld heat treatment regime — the existing PQR is invalidated for that combination and a new test coupon must be welded and tested, including new macro (and micro, if required) examination. The P-number and material grouping system under ASME Section IX directly governs which material combinations can be qualified by a single PQR, and therefore how many macro/micro tests are needed across a project’s range of materials.
Important: Macro and micro examination results in a PQR are not transferable between welding processes. A PQR qualified using SMAW cannot be used to support a GTAW procedure, even for identical base and filler metals. Separate test coupons — and separate macro/micro examinations — are required for each process unless the code specifically permits procedure combination. See the GTAW process guide and SMAW process guide for process-specific qualification considerations.
Micro Examination as a Quality Audit Tool
Beyond PQR qualification, micro examination is used as a quality audit tool in several important situations. Post-weld heat treatment (PWHT) verification for P91 and other creep-resistant steels routinely employs micro examination to confirm that the required tempering has occurred and that no untempered martensite or deleterious precipitate phases are present after the thermal cycle. In failure investigation and fitness-for-service assessments, micro examination of cross-sections from the failed weld or adjacent HAZ is often the most direct path to establishing the root cause of a weld failure — revealing whether the failure was initiated by a pre-existing crack, a microstructural anomaly, or a service-induced degradation mechanism.
Recommended Resources for Weld Metallography and Inspection
Frequently Asked Questions
What is the difference between a macro test and a micro test in welding?
A macro test (macroscopic examination) evaluates the weld cross-section at low magnification — typically up to 10x, or with the naked eye after etching — to assess overall geometry, fusion, penetration, and large-scale discontinuities. A micro test (microscopic examination) uses 100x or higher magnification to examine microstructural features such as grain size, phase constituents, microcracks, and the character of the heat-affected zone. Macro testing is a coarser, faster screening tool; micro testing provides metallurgical detail essential for high-integrity applications.
When is a macro test required under ASME Section IX?
ASME Section IX QW-183 requires macro examination for fillet weld procedure qualification. For groove weld PQRs, macro examination is used to verify joint geometry and complete fusion, particularly for tube-to-tubesheet welds under QW-193. The macro specimen is typically prepared by sectioning, grinding, polishing, and etching with a suitable reagent (commonly 10% ammonium persulfate solution for carbon steels or nital for detailed metallographic work) to reveal the weld profile, fusion line, and HAZ extent. For tube-to-tubesheet qualification, multiple sections at specified angular positions are required.
What etchant is used for weld macro examination?
The most common etchant for weld macro examination of carbon and low-alloy steels in production and PQR testing is 10% ammonium persulfate solution (aqueous), applied by swabbing the polished cross-section for 30–60 seconds. Nital (2–5% nitric acid in ethanol) is widely used in research and advanced metallographic work. For stainless steels, electrolytic etching with oxalic acid or Kalling’s reagent is used. The choice depends on the material, the required contrast, and the information sought. Always confirm the etchant with the applicable code, laboratory procedure, or client specification before use.
What defects can a macro test reveal that visual inspection cannot?
Macro examination reveals internal discontinuities and geometric features not detectable by surface visual inspection: incomplete root fusion, lack of inter-run fusion between weld passes, buried slag inclusions and porosity clusters, undercut at the weld toes, the actual HAZ width and symmetry, and incomplete penetration in the root region. By examining the etched cross-section, an inspector can also assess the number of weld passes, bead sequence, and root bead geometry relative to the joint dimensions specified in the WPS. None of these features are accessible to surface visual inspection or dye penetrant testing.
What does micro examination reveal in the heat-affected zone?
Microscopic examination of the HAZ reveals the grain structure that forms in the different thermal sub-zones: the coarse-grained HAZ (CGHAZ) immediately adjacent to the fusion line where prior austenite grains have grown extensively, the fine-grained HAZ (FGHAZ) further away, and the intercritical and subcritical zones. In carbon and low-alloy steels, micro examination identifies martensite, bainite, Widmanstatten ferrite, and retained austenite — phases that directly govern toughness, hardness, and susceptibility to hydrogen cracking. For P91 and creep-resistant steels, it confirms the tempered martensite lath structure required for elevated-temperature service.
Is micro examination required for ASME Section IX PQR qualification?
ASME Section IX does not mandate metallographic micro examination as a standard PQR test for most materials. However, it may be required by the applicable construction code (ASME Section VIII Division 1, B31.3, etc.), by supplementary essential variables, by material-specific requirements (such as P-No. 15E for P91 alloys), or by client and project specifications. For nuclear (ASME Section III) and some sour service and cryogenic applications, micro examination is explicitly required by the construction code or project specification. When in doubt, consult the welding engineer and the applicable mechanical testing requirements for the construction code.
What is the magnification used for macro versus micro weld examination?
Macro examination is performed with the naked eye or at up to 10x magnification using a hand lens or low-power stereomicroscope. The objective is to assess the overall geometry and large-scale features of the weld cross-section. Micro examination uses optical microscopy at 50x to 1000x magnification, with 100x and 200x being the most common working magnifications for weld and HAZ assessment. Scanning electron microscopy (SEM) at thousands of times magnification is used for research and failure investigation, particularly for characterising fine precipitates, fracture surfaces, and second-phase particles.
How is a weld macro specimen prepared?
Macro specimen preparation involves cutting a transverse section through the weld using an abrasive saw with sufficient cooling to avoid thermal damage. The cut face is ground progressively through 120, 240, 400, and 600 grit silicon carbide abrasive papers on a flat platen, removing all scratches from the previous grade before progressing. The surface is then rinsed, dried, and etched — typically swabbed with 10% ammonium persulfate for carbon steels — to reveal the weld pool boundary, fusion line, and HAZ contrast. The result is photographed and compared against the acceptance criteria in the applicable code. The total preparation time for a skilled operator is typically 15–45 minutes.
Conclusion
Macro and micro examination are complementary tools in the welding quality engineer’s arsenal. Macro examination provides a rapid, cost-effective assessment of weld geometry, fusion quality, and large-scale soundness that is sufficient for the vast majority of production and procedure qualification testing. Micro examination adds the metallurgical depth that is essential for high-alloy, high-integrity, and critical-service welds where phase constitution, grain structure, and the character of the HAZ directly govern long-term performance.
Understanding both tests — their preparation procedures, their detection capabilities and limitations, the codes that require them, and the features that constitute acceptance or rejection — is fundamental knowledge for welding engineers, CWIs, metallurgists, and quality managers working in any sector where weld integrity carries safety or reliability consequences. Used together, and supported by the full suite of mechanical tests in weld qualification, they form a rigorous quality assurance framework that underpins confidence in welded structures across all critical industries.
Related Topics: For HAZ hardness assessment and the role of carbon equivalent in predicting HAZ hardenability, see the Carbon Equivalent Calculator. For stainless steel sensitisation in the HAZ, see the guide to stainless steel weld decay. For overall weld inspection requirements, refer to the Welding Inspection Checklist.