P-Number, Group Number, F-Number & A-Number
in Welding — Complete Guide
ASME BPVC Section IX assigns classification numbers to base metals and filler metals to minimize the number of welding procedure and performance qualifications required. This guide explains P-Numbers, Group Numbers, F-Numbers, and A-Numbers — what they mean, where to find them, and how they govern your WPS/PQR qualification scope.
Overview: Why ASME Uses These Numbers
ASME Boiler and Pressure Vessel Code (BPVC) Section IX governs welding and brazing procedure qualification. One of its most powerful tools is the system of assigned numbers — P-Numbers, Group Numbers, F-Numbers, and A-Numbers — that categorize base metals, filler metals, and weld metal compositions into groups with comparable characteristics.
The primary purpose is to reduce the total number of Welding Procedure Specifications (WPS) and Procedure Qualification Records (PQR) that fabricators must maintain. Instead of qualifying a separate procedure for every material grade, a single PQR can cover an entire group of materials sharing the same P-Number.
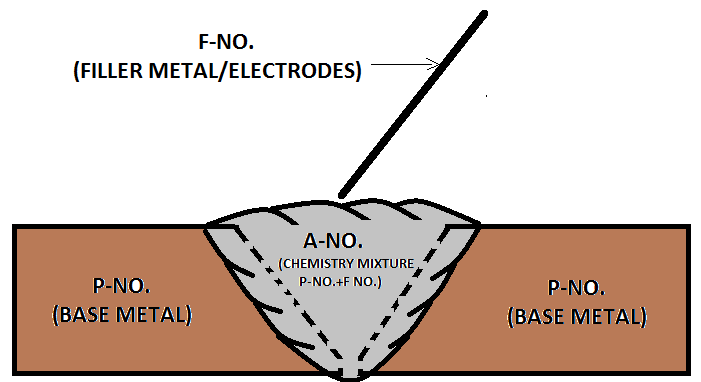
P-Number, Group Number, F-Number, and A-Number classification as referenced in ASME Section IX
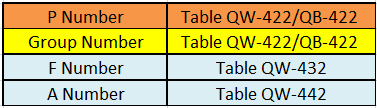
Table reference locations in ASME Section IX for all classification numbers
In addition to P-Number, Table QW-422 provides minimum specified tensile strength, group number, UNS number, ISO 15608 group number, nominal composition, and product form for each listed material.
P-Number — Base Metal Classification
To reduce the number of procedure qualifications required, ASME Section IX assigns a P-Number to base metals based on comparable characteristics including composition, weldability, and mechanical properties. Where practical, base metals with similar characteristics are grouped under the same P-Number.
A single qualified PQR covers all base metal grades sharing the same P-Number. Any change in P-Number constitutes an essential variable that requires WPS requalification.
P-Number Classification Table
| P-Number | Material Category | Typical Grades / Examples | Notes |
|---|---|---|---|
| P-1 | Carbon & Low-Alloy Steel | SA-106 Gr.B, SA-516 Gr.60/65/70, SA-333 Gr.6, SA-234 WPB | Most common group; broad qualification scope |
| P-3 | Alloy Steel (½Cr, 1Cr, ¼Mo) | SA-387 Gr.2, SA-335 P2 | Requires preheat consideration |
| P-4 | Alloy Steel (1–2Cr, ½Mo) | SA-387 Gr.12, SA-335 P12 | Elevated PWHT requirements common |
| P-5A | Chrome-Moly (2¼Cr–1Mo) | SA-387 Gr.22, SA-335 P22 | Mandatory PWHT in most codes |
| P-5B | Chrome-Moly (5Cr–½Mo) | SA-335 P5, P9 | High-temperature service |
| P-8 | Austenitic Stainless Steel | SA-312 TP304, TP316, TP321 | No PWHT required in most cases |
| P-10A/C/H/I/J/K | High Alloy Steels (various) | Duplex, Martensitic SS | See duplex stainless guide |
| P-11 | Copper & Copper Alloys | SB-11, SB-111 | Brazing procedures (QB-422) |
| P-15E | Titanium & Titanium Alloys | SB-265, SB-338 | See titanium welding guide |
| P-41 to P-49 | Nickel & Nickel Alloys | SB-160, Alloy 625, Alloy 825 | Covers wrought & cast nickel alloys |
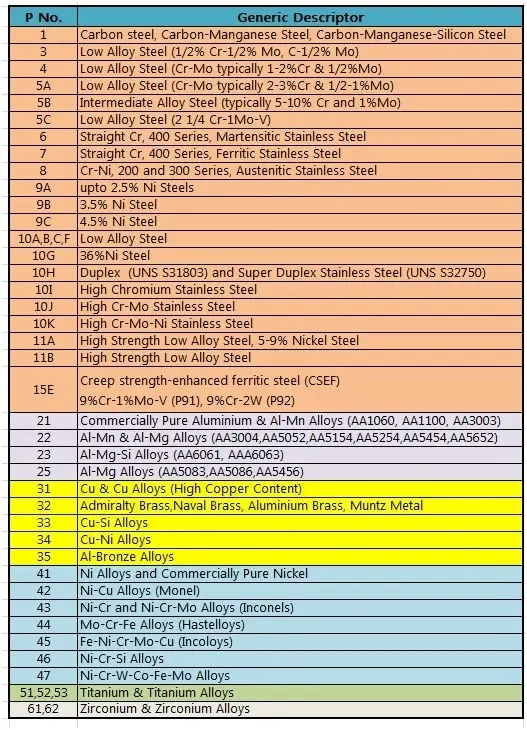
Simplified P-Number categorization as per ASME Section IX QW-422
A PQR qualified on SA-106 Gr.B (P-No.1) to SA-106 Gr.B (P-No.1) also qualifies welding of SA-333 Gr.6, SA-234 WPB, and SA-516 Gr.60/65/70 — all of which carry P-No.1. However, it does not qualify for SA-312 TP304 (P-No.8, austenitic stainless steel), which requires a separate PQR.
Before applying a qualified PQR to a different grade within the same P-Number, metallurgical compatibility, PWHT requirements, service conditions, and mechanical property requirements must be individually evaluated.
The ‘S-Number’ was previously used in Section IX to group certain base metals but has been deleted from ASME Section IX since the 2009 edition and is no longer applicable.
Group Number — Toughness Sub-grouping
Group Numbers are a sub-classification within P-Numbers, used specifically when a Supplementary Essential Variable requires toughness (impact) testing for WPS qualification, as mandated by other sections or codes such as ASME Section VIII Division 1 UCS-67.
While P-Number qualification is broadly permissive, Group Number qualification is more restrictive — a WPS qualified with material from one Group Number generally does not extend to a different Group Number within the same P-Number when toughness testing is the governing requirement.
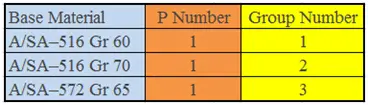
Group Number sub-grouping within P-Numbers from Table QW/QB-422
Prior to the 2009 edition, an ‘S-Number’ system also existed for grouping base metals in ASME Section IX. It has been deleted since the 2009 edition and is no longer referenced in current editions.
F-Number — Filler Metal Grouping
F-Numbers group electrodes and welding rods in Table QW-432 based on their usability characteristics — attributes that determine a welder’s ability to produce satisfactory welds with a given filler metal. This grouping applies to both procedure qualification (WPS/PQR) and welder performance qualification (WPQ).
The Core Philosophy Behind F-Numbers
If a welder demonstrates they can produce satisfactory welds with one filler metal within an F-Number group, ASME considers them qualified to use all other filler metals in that same group — because the usability characteristics are comparable.
F-Number Groups at a Glance
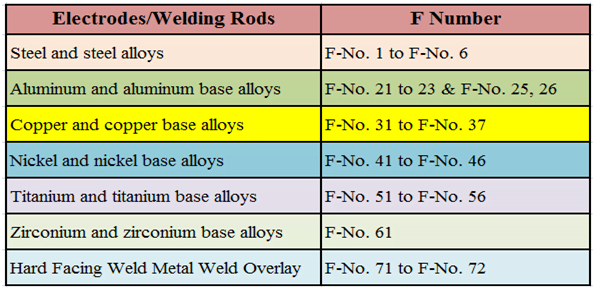
F-Number grouping of electrodes and welding rods per Table QW-432, ASME Section IX
The F-Number grouping does not imply that filler metals within a group may be indiscriminately substituted without considering metallurgical compatibility, PWHT requirements, and mechanical properties of the specific base-filler combination.
For more on electrode designations, see our guide on welding consumable nomenclature and the comparison of cellulosic vs rutile electrodes.
A-Number — Weld Metal Chemical Composition
The A-Number identifies the chemical composition of the deposited weld metal and is recorded on both the PQR and WPS. It is found in Table QW-442 of ASME Section IX. A change in A-Number is an essential variable that requires WPS requalification.
A-Number Classification Table (QW-442 Summary)
| A-Number | Composition Type | Cr% | Mo% | Ni% |
|---|---|---|---|---|
| A-1 | Carbon Steel | — | — | — |
| A-2 | Carbon-Molybdenum | — | 0.40–0.65 | — |
| A-3 | Chrome-Moly (1–2% Cr) | 1.00–2.00 | 0.40–0.65 | — |
| A-4 | Chrome-Moly (2–6% Cr) | 2.00–6.00 | 0.40–1.50 | — |
| A-5 | Chrome-Moly (6–10.5% Cr) | 6.00–10.50 | 0.40–1.50 | — |
| A-6 | Martensitic SS (11–15% Cr) | 11.00–15.00 | 0.70 max | — |
| A-7 | Ferritic SS (11–30% Cr) | 11.00–30.00 | — | — |
| A-8 | Austenitic SS (Cr-Ni) | 14.50–30.00 | — | 7.50–15.00 |
| A-9 | Austenitic SS (Cr-Ni-Mo) | 14.50–30.00 | 1.00–4.00 | 7.50–15.00 |
| A-10 | Nickel-Chrome / Ni-Cr-Mo | — | — | >15.00 |
| A-11 | Manganese-Molybdenum | — | 0.25–0.75 | — |
If the weld metal chemical composition does not correspond to any A-Number in Table QW-442, the full chemical composition must be recorded directly on the PQR and WPS.
ASME Section IX Tables Reference
| Number Type | Applies To | ASME Table | Basis for Grouping | Essential Variable? |
|---|---|---|---|---|
| P-Number | Base Metals | QW-422 / QB-422 | Composition, weldability, mechanical properties | Yes — change requires requalification |
| Group Number | Base Metals (sub-group) | QW-422 / QB-422 | Toughness / Impact testing | Yes — when toughness required (Supp. EV) |
| F-Number | Filler Metals / Electrodes | QW-432 | Usability characteristics | Yes — change requires requalification |
| A-Number | Deposited Weld Metal | QW-442 | Chemical composition | Yes — change requires requalification |
| S-Number | — | Deleted (2009) | Was base metal grouping | No longer applicable |
Summary Comparison
Frequently Asked Questions
What is the difference between P-Number and S-Number in ASME?
S-Numbers were an earlier system for grouping base metals in ASME Section IX. They have been deleted since the 2009 edition and are no longer used. P-Numbers are the current applicable system.
Does a P-Number qualification automatically cover all materials in that group?
From a qualification standpoint, yes. However, the responsible engineer must still evaluate metallurgical compatibility, PWHT requirements, service conditions, and design considerations before applying a PQR across all materials in the same P-Number group.
When does Group Number become an essential variable?
Group Number becomes a Supplementary Essential Variable when the applicable Code Section (e.g., ASME Section VIII) requires WPS qualification by impact/toughness testing. In that case, a change in Group Number requires WPS requalification.
What happens if the weld metal composition doesn’t match any A-Number?
If the weld metal chemical composition does not correspond to any A-Number in Table QW-442, the complete chemical composition must be documented in full directly on both the PQR and the WPS.
Does F-Number apply to both WPS qualification and welder performance qualification?
Yes. The F-Number is used in both procedure qualification (WPS/PQR) and welder performance qualification (WPQ). A welder qualified with a given F-Number is qualified to weld with all electrodes in the same F-Number group.
Related Articles
Test Your ASME Section IX Knowledge
Practice P-Numbers, essential variables, WPS/PQR qualification, and more with our free interactive quiz.
Take the Free ASME Section IX Quiz →