Titanium Welding: A Comprehensive Technical Guide
Titanium welding is one of the most discipline-intensive operations in industrial fabrication, demanding absolute cleanliness, high-purity inert shielding, and strict atmospheric control at every stage. Yet despite its reputation for difficulty, titanium is inherently a weldable metal: when the correct process, shielding practice, and consumable selection are followed, titanium joins reliably and produces welds that match or exceed the base-metal strength. This guide covers everything a fabricator, welding engineer, or inspector needs to know — from the metallurgical reasons behind titanium’s reactivity to step-by-step preparation, shielding practice, weld colour acceptance, filler selection under ASME SFA-5.16, and post-weld treatment.
Titanium is a silvery-grey metal with a density of approximately 4.51 g/cm³ — roughly half that of steel — yet its yield strength rivals or exceeds many structural steels. This combination of low density, high strength, and outstanding corrosion resistance makes it the material of choice for aerospace frames, chemical plant heat exchangers, offshore risers, marine hardware, and surgical implants. The engineering trade-off is cost and the stringent handling discipline required during welding. A joint welded without adequate gas protection can become brittle, discoloured, and prone to cracking, effectively destroying a component that may cost many times more than the steel equivalent.
This article expands on every critical aspect of the welding process, supplemented with original SVG diagrams, a weld colour acceptance guide, a process selection comparison table, and a comprehensive FAQ section. Internal links throughout the article connect to related WeldFabWorld resources on GTAW/TIG welding, corrosion mechanisms, and P-number groupings under ASME Section IX.
Metallurgical Basis: Why Titanium Behaves Differently
Titanium exists in two allotropic crystal forms. Below approximately 882°C it adopts a hexagonal close-packed (HCP) structure known as the alpha phase. Above this temperature it transforms to a body-centred cubic (BCC) structure called the beta phase. This phase transformation is central to understanding heat-affected zone (HAZ) behaviour during welding, since rapid heating and cooling cycles through the beta transus temperature affect grain size, phase distribution, and final mechanical properties.
Effect of Interstitial Elements on Mechanical Properties
Unlike most structural metals, titanium is classified as an interstitially strengthened material in its commercially pure (CP) grades. Oxygen, nitrogen, carbon, and hydrogen occupy interstitial sites in the titanium crystal lattice. In controlled amounts these elements raise strength; in excess they destroy ductility. The four grades of CP titanium (ASTM Grades 1 through 4) are essentially differentiated by their maximum allowable oxygen and iron content:
| ASTM Grade | Max O (wt%) | Max Fe (wt%) | Min UTS (MPa) | Min Elong (%) | Typical Application |
|---|---|---|---|---|---|
| Grade 1 (CP-Ti) | 0.18 | 0.20 | 240 | 24 | Thin-wall heat exchangers, forming |
| Grade 2 (CP-Ti) | 0.25 | 0.30 | 345 | 20 | General chemical plant, marine |
| Grade 3 (CP-Ti) | 0.35 | 0.30 | 450 | 18 | Pressure vessels, structural |
| Grade 4 (CP-Ti) | 0.40 | 0.50 | 550 | 15 | Aerospace, high-load structural |
| Grade 5 (Ti-6Al-4V) | 0.20 | 0.30 | 900 | 10 | Aerospace, biomedical implants |
The practical consequence during welding is this: every oxygen or nitrogen atom absorbed from the atmosphere during the welding thermal cycle becomes a contamination event that shifts the weld metal towards the higher interstitial end of the spectrum, potentially beyond the Grade 4 specification limit and into the brittle range. This is the metallurgical foundation behind every procedural requirement discussed in this guide.
Corrosion Resistance Mechanism
Titanium’s outstanding corrosion resistance arises from a tenacious, self-regenerating titanium dioxide (TiO&sub2;) passive film that forms within milliseconds of exposure to oxygen at ambient temperature. This film is thermodynamically stable in a wide range of acidic, alkaline, and chloride environments where stainless steels would corrode or suffer pitting corrosion. Grade 2 titanium is practically immune to seawater corrosion even without cathodic protection. However, the same oxidation affinity that creates this protective film at room temperature becomes a liability above 500°C, when oxide growth accelerates beyond the point where the film remains protective and begins to incorporate oxygen into the bulk metal.
Titanium Grades and Alloy Families
Titanium alloys are classified by their microstructural composition into three broad families: alpha alloys, alpha-beta alloys, and beta alloys. Each family responds differently to welding heat cycles, post-weld heat treatment, and service loading.
Alpha Alloys (Commercially Pure Grades 1–4)
CP titanium grades are essentially single-phase alpha materials. They are the most weldable in the titanium family. The weld metal solidifies as beta and transforms to alpha on cooling, producing an equiaxed or Widmanstätten alpha microstructure. Weld mechanical properties are close to the base-metal specification. Heat treatment after welding is seldom required. These grades dominate chemical processing, desalination, and heat-exchanger applications.
Alpha-Beta Alloys (Ti-6Al-4V, Grade 5)
The addition of aluminium (an alpha stabiliser) and vanadium (a beta stabiliser) creates a two-phase microstructure that offers significantly higher strength — typically 900 MPa UTS — at acceptable ductility. Ti-6Al-4V is the most widely used titanium alloy globally, used in aerospace structural components, landing gear, biomedical implants, and offshore deep-water hardware. It is weldable by GTAW but requires careful heat input control to avoid excessive grain coarsening and brittle martensitic alpha-prime formation in the HAZ. Post-weld stress relief at 480–600°C in an inert atmosphere is common for structural applications. This grade is classified as P-No. 51 under ASME Section IX P-number groupings.
Beta Alloys
Beta alloys contain sufficient beta-stabilising elements (such as molybdenum, niobium, vanadium) to retain the BCC beta phase at room temperature after quenching. They are less commonly welded in general fabrication but appear in aerospace fasteners, springs, and medical instruments. Beta alloys are susceptible to weld embrittlement without post-weld heat treatment (solution treatment followed by ageing) and must be handled with extra attention during fabrication.
Welding Processes Suitable for Titanium
Not all welding processes are compatible with titanium. Any process that introduces active gases, fluxes, or slag into the weld environment is unsuitable. The following table summarises the processes used in industrial titanium fabrication:
| Process | Applicability | Shielding Method | Typical Thickness | Industry Use |
|---|---|---|---|---|
| GTAW (TIG) | Primary | Torch cup + trailing shield + back purge | 0.5–10 mm | Chemical plant, aerospace, medical |
| PAW (Plasma Arc) | Accepted | Plasma + trailing shield + back purge | 3–20 mm | Aerospace panels, pressure vessels |
| GMAW (MIG) | Limited | Torch cup + extended shroud | 6+ mm | Thick structural plate, niche applications |
| EBW (Electron Beam) | Vacuum | Vacuum chamber (no gas needed) | Up to 100 mm | Aerospace, nuclear |
| LBW (Laser Beam) | Accepted | Trailing + cross-jet gas purge | 0.1–25 mm | Medical implants, precision aerospace |
| SMAW / FCAW | Not Permitted | None (flux/slag incompatible) | — | Not used |
| SAW | Not Permitted | None (flux contamination) | — | Not used |
For the vast majority of fabrication shops, GTAW (TIG welding) is the process of choice. The combination of precise arc control, low and controllable heat input, and full compatibility with trailing-shield assemblies makes GTAW the reference process against which all titanium weld procedures are qualified. Where productivity demands higher deposition rates on thicker sections, PAW offers a deeper-penetration keyhole mode that significantly reduces the number of weld passes required.
Pre-Weld Preparation
Preparation discipline is the single greatest differentiator between a successful titanium weld and a rejected one. Contamination is introduced before the arc is struck more often than during welding itself. The following protocol should be treated as a minimum standard, not a guideline.
Dedicated Tooling and Work Area
All tools that contact titanium — grinders, brushes, clamps, and fixtures — must be dedicated exclusively to titanium. Using tools shared with carbon steel or stainless steel introduces iron particles that cause arc instability and embedded contamination. Stainless-steel wire brushes are recommended over carbon-steel brushes. The work area should be physically separated from other welding bays to prevent airborne carbon steel particles from settling on the titanium surface.
Surface Cleaning Procedure
- Remove all visible scale and oxide with a dedicated stainless-steel wire brush or clean abrasive wheel. Do not use grinding discs previously used on carbon steel or stainless steel.
- Degrease with acetone or methyl ethyl ketone (MEK) applied to a brand-new, lint-free cloth. Wipe in one direction — never back and forth, as this re-deposits contamination.
- For pipe bores and groove faces, use MEK-saturated lint-free swabs. Allow full solvent evaporation before proceeding.
- Put on clean nitrile gloves before handling cleaned surfaces. Skin oils introduce moisture and hydrocarbons that cause hydrogen pickup and porosity.
- Immediately after cleaning, protect the joint area with a lint-free cover until welding begins.
Filler Wire Preparation
Titanium filler wire conforming to ASME SFA-5.16 must be cleaned immediately before use. Wipe the wire with acetone and a lint-free cloth. After each welding pause, cut the wire end that was exposed to air — even briefly in an argon-shielded environment, the heated wire tip oxidises and this oxide must not be re-introduced into the weld pool. Store unused wire in a sealed plastic tube or zip-lock bag.
Tungsten Electrode
For GTAW of titanium, a pure tungsten electrode (AWS EWP, green band) or a 2% thoriated electrode (EWTh-2) may be used. The electrode must be clean and free of spatter. Contaminated tungsten will cause arc wander and introduce tungsten inclusions into the weld, which are rejectable under most codes. Grind the electrode to a point for DC operations. Maintain a clean tip throughout welding by returning to the grinder if any tungsten spattering or discolouration is observed.
Gas Shielding: Primary Shield, Back Purge, and Trailing Gas
Gas shielding for titanium welding involves three distinct and simultaneous coverage requirements: the primary torch shield over the weld pool, back purging of the root side, and trailing gas protection of the solidifying weld bead and HAZ. Failure in any one of these three areas will result in weld contamination even if the other two are perfect.
Primary Shielding Gas
High-purity argon with a minimum purity of 99.995% (Grade 4.5) is the industry standard. The dew point of the supply gas should be verified to be below −60°C to exclude moisture. Most welders specify Grade 5.0 (99.999%) argon for critical aerospace and pressure-vessel applications. Helium may be blended at 25–75% to increase arc voltage and heat input when welding thicker sections or when deep penetration is required, but pure argon is the default choice for most shop situations because it is denser than air and provides excellent downward coverage without additional measures.
Torch Cup and Gas Lens
A large-diameter gas-lens cup is essential for titanium GTAW. Standard collet bodies cause turbulent gas flow that allows air entrainment at the arc periphery. A gas-lens body uses a fine stainless-steel mesh to laminarise the argon flow, providing smooth, uniform coverage around the arc. Cup inside diameters of 16–25 mm (5/8 to 1 inch) are typical for titanium welding. The electrode extension should be kept short — no more than 6–8 mm — to keep the weld pool inside the shielded zone.
Back Purging
The root side of every titanium butt weld must be purged with argon before and during welding. Purge flow rates of 5–15 L/min are used depending on the volume of the enclosure. For pipe, dam plugs or inflatable purge bags are inserted on both sides of the weld zone to create a sealed chamber. Purge until the oxygen content of the exiting gas drops below 50 ppm, verified with a digital oxygen analyser. Many specifications require verification to 20 ppm. A colour change from silver to straw on the root bead is the visual indicator of adequate back-purge coverage.
Trailing Shield
The trailing shield is a secondary nozzle or shoe that follows the welding torch and delivers a continuous blanket of argon over the solidifying weld bead and HAZ. It must maintain coverage until the weld surface temperature drops below 375°C. Trailing shields are typically fabricated from copper or stainless steel with a sintered bronze or stainless mesh diffuser plate that produces laminar flow without disturbing the primary torch shield ahead of it.
For manual GTAW, a simple hand-held trailing cup with a 150–250 mm coverage length is used. For automated orbital or mechanised welding, integrated trailing-shield assemblies are built into the weld head. Trailing gas flow rates of 10–25 L/min are typical, depending on cup geometry and travel speed.
Weld Colour Acceptance Criteria
After welding, titanium weld colour provides an immediate visual assessment of shielding quality. The colour arises from thin-film interference in the titanium oxide layer; thicker oxide films produce shorter-wavelength interference colours (blue, grey, white). Acceptance or rejection on the basis of colour alone is common in aerospace and code work, and many specifications define allowable colours explicitly.
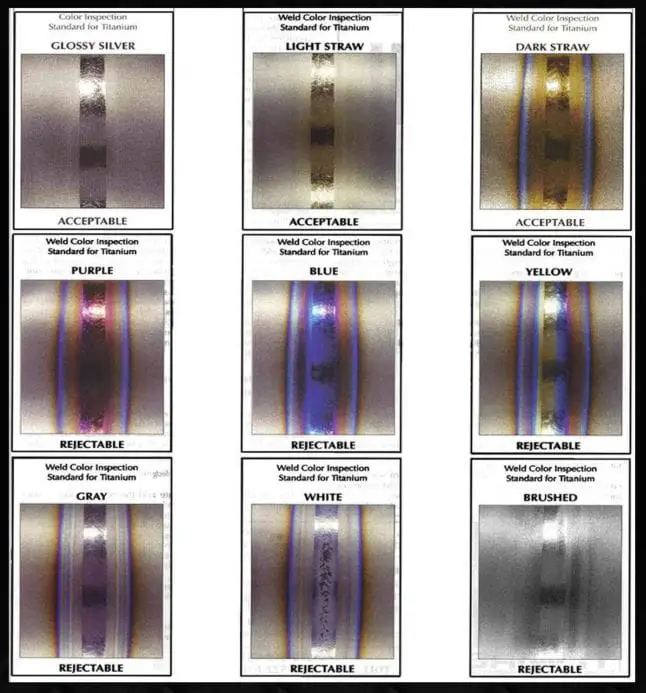
| Weld Colour | Oxide Film Thickness | Typical Cause | Acceptance (General) | Acceptance (Aerospace / Code) |
|---|---|---|---|---|
| Bright Silver | None to minimal | Full shielding throughout | Accept | Accept |
| Light Straw / Cream | Very thin TiO&sub2; | Marginal trailing shield | Accept | Accept |
| Dark Straw / Gold | Thin oxide | Reduced trailing gas coverage | Accept | Evaluate |
| Blue / Violet | Moderate oxide | Inadequate trailing gas or back purge | Evaluate | Reject |
| Dark Blue / Grey | Thick TiO&sub2; | Significant oxidation, air entrainment | Reject | Reject |
| White / Powdery | Heavy oxide scale | Complete shielding failure | Reject | Reject |
Filler Metal Selection Under ASME SFA-5.16
Titanium filler metals for GTAW are classified under ASME SFA-5.16 (AWS A5.16). The designation system uses the prefix ERT (Electrode/Rod, Titanium) followed by a number or alloy descriptor that corresponds to a specific titanium grade or alloy composition.
| AWS/SFA-5.16 Class | Composition | Matching Base Metal | Typical Application |
|---|---|---|---|
| ERT-1 | CP Ti Grade 1 | ASTM Grade 1 | Thin sheet, chemical tubing |
| ERT-2 | CP Ti Grade 2 | ASTM Grade 2 | Heat exchangers, marine |
| ERT-3 | CP Ti Grade 3 | ASTM Grade 3 | Pressure vessels |
| ERT-4 | CP Ti Grade 4 | ASTM Grade 4 | High-load structural |
| ERT-6Al-4V | Ti-6Al-4V | ASTM Grade 5 | Aerospace, biomedical |
| ERT-6Al-4V-1 | Ti-6Al-4V ELI | ASTM Grade 23 | Biomedical implants |
| ERT-0.2Pd | Ti-0.2Pd (Pd alloy) | ASTM Grade 7 | Chemical plant, acidic media |
The general rule is to match the filler to the base-metal grade or to use the next lower-strength grade when enhanced ductility at the weld is required. Undermatched fillers (lower strength) are acceptable in many pressure-vessel applications because the joint efficiency factor in the design calculation already accounts for weld-metal variability. Overmatched fillers (higher strength) increase the risk of HAZ cracking under constraint and are not recommended without engineering analysis.
GTAW Welding Parameters for Titanium
Titanium’s low thermal conductivity means heat accumulates quickly in the weld zone. This has two practical consequences: interpass temperature must be managed carefully, and heat input calculations become critical for controlling grain size and phase distribution in the HAZ. Use the following table as a starting-point parameter guide; actual qualified parameters should be determined through WPS qualification in accordance with ASME Section IX.
| Base Thickness (mm) | Tungsten Dia. (mm) | Filler Dia. (mm) | Current DC-EN (A) | Arc Voltage (V) | Shielding Flow (L/min) | Trailing Flow (L/min) |
|---|---|---|---|---|---|---|
| 0.5 – 1.0 | 1.6 | 1.0 – 1.2 | 10 – 40 | 8 – 10 | 6 – 8 | 8 – 12 |
| 1.0 – 2.0 | 1.6 – 2.4 | 1.2 – 1.6 | 40 – 90 | 9 – 11 | 8 – 12 | 10 – 15 |
| 2.0 – 4.0 | 2.4 | 1.6 – 2.4 | 90 – 150 | 10 – 12 | 10 – 15 | 12 – 20 |
| 4.0 – 6.0 | 3.2 | 2.4 | 150 – 210 | 11 – 13 | 12 – 18 | 15 – 25 |
| 6.0 – 10.0 | 3.2 – 4.0 | 2.4 – 3.2 | 200 – 300 | 12 – 15 | 15 – 22 | 18 – 30 |
Heat Input Calculation
Heat input directly affects HAZ grain growth in titanium, particularly for alpha-beta alloys where excessive grain growth in the beta phase coarsens the final transformed microstructure and reduces toughness. Heat input is calculated as follows:
Q = (V × I × 60) / (1000 × TS) × η
Where:
Q = heat input (kJ/mm)
V = arc voltage (volts)
I = welding current (amps)
TS = travel speed (mm/min)
η = thermal efficiency factor (GTAW = 0.60–0.80)
Worked Example (Grade 2 Ti, 3 mm plate):
V = 11 V | I = 120 A | TS = 180 mm/min | η = 0.70
Q = (11 × 120 × 60) / (1000 × 180) × 0.70
Q = 79,200 / 180,000 × 0.70
Q = 0.308 kJ/mm
Typical target for CP titanium GTAW: 0.20–0.50 kJ/mm
For the TIG welding settings calculator that handles heat input, shielding gas flow, and process parameters, visit the TIG welding settings calculator on WeldFabWorld.
Post-Weld Inspection and Treatment
Visual Inspection
Post-weld visual examination is the first inspection step and is defined by the applicable fabrication code (AWS D1.9 for structural titanium, ASME Section VIII for pressure equipment, etc.). The inspector examines weld profile, surface finish, underfill, overlap, cracks, porosity, and — most specifically for titanium — surface colour as described in the colour acceptance table above. Welds showing blue, grey, or white discolouration are rejected at this stage and may require grinding out and rewelding after identifying and correcting the shielding failure.
Non-Destructive Testing
For code-critical applications, visual inspection is supplemented by radiographic testing (RT) or phased-array ultrasonic testing (PAUT) to detect subsurface porosity, lack of fusion, and cracking. Liquid penetrant testing (PT) can be performed on titanium but requires a thorough post-test cleaning with water-based penetrant systems — oil-based penetrants may leave residues that cause SCC.
Post-Weld Heat Treatment
Commercially pure titanium (Grades 1–4) typically does not require post-weld heat treatment (PWHT) in chemical-plant or marine service. For Ti-6Al-4V structural applications, stress-relief annealing at 480–600°C for 1–4 hours in an argon-purged furnace or vacuum furnace reduces residual stresses and improves fatigue performance. Titanium must never be annealed in air above 300°C; furnace atmospheres must be inert or vacuum. Ordinary air-atmosphere furnaces used for carbon steel heat treatment are completely unsuitable.
Chemical Cleaning and Passivation
Where residual oxide from welding must be removed mechanically or chemically, light abrasive cleaning with dedicated stainless brushes followed by re-degreasing with acetone is the safest approach. Acid pickling (using a mixture of nitric acid and hydrofluoric acid) is used for heavier oxide removal in aerospace applications but requires stringent safety controls and is performed under specialist conditions only. Following any chemical cleaning, the passive TiO&sub2; film will re-establish spontaneously within seconds of air exposure.
Common Weld Defects and Troubleshooting
| Defect | Root Cause | Corrective Action |
|---|---|---|
| Surface discolouration (blue/grey) | Inadequate trailing shield or back purge; argon purity too low | Increase trailing-gas flow; verify argon purity and dew point; check for gas hose leaks |
| Porosity (scattered) | Moisture in filler wire or base metal; contaminated argon | Wipe and cut filler ends; replace argon cylinder; re-degrease base metal |
| Porosity (linear, root pass) | Inadequate back purge; oxygen level above 50 ppm | Re-verify purge O&sub2; levels with analyser; re-seal purge dams |
| Cracking (transverse, weld face) | Excessive oxygen or nitrogen pickup; heavily contaminated base metal | Cut out affected weld; re-clean base metal beyond 25 mm from joint; check gas system |
| Arc wander / instability | Contaminated tungsten; poor joint fit-up | Regrind tungsten; improve root gap tolerance; check for magnetic arc blow |
| Lack of fusion | Travel speed too fast; insufficient current | Increase current or reduce travel speed; verify joint preparation angle |
| Embrittlement (HAZ cracking) | Chloride contamination; CFC cleaner residue | Immediately cease welding; review cleaning procedure; never use chlorinated solvents |
Industrial Applications of Welded Titanium
The combination of low density, high strength, and exceptional corrosion resistance creates a uniquely versatile fabrication material used across demanding sectors:
- Aerospace and Defence: Fuselage frames, engine nacelles, hydraulic tubing, fastener systems, and landing gear components in commercial and military aircraft. Ti-6Al-4V accounts for the majority of these applications.
- Chemical Processing: Heat-exchanger tube bundles, pressure-vessel shells, reactor internals, and piping systems handling chlorides, seawater, and oxidising acids where stainless steel would be susceptible to pitting or crevice corrosion. Grade 2 CP titanium is the most common grade in this segment.
- Oil and Gas / Offshore: Subsea riser pipes, umbilical conduits, heat-exchanger tubing in sour service environments. Sour service environments involving H&sub2;S require careful grade selection; Grade 2 titanium has demonstrated excellent resistance to sulphide stress cracking.
- Marine and Desalination: Seawater piping, condenser tubing, propeller shafts, and desalination plant heat exchangers. Titanium is essentially immune to seawater corrosion at ambient temperatures.
- Medical and Biomedical: Orthopaedic implants (femoral stems, plates, screws), dental implants, and surgical instruments use Grade 4 CP and Grade 23 (Ti-6Al-4V ELI) because of the combination of biocompatibility, fatigue strength, and corrosion resistance in body fluids.
- Power Generation: Steam-turbine blades, condenser tubing in coastal power stations, and heat-transfer surfaces in nuclear-fuel reprocessing facilities.
Safety Considerations in Titanium Fabrication
Additional safety precautions include wearing nitrile gloves at all times to prevent skin-oil contamination (and protect against MEK and acetone solvents), using respiratory protection when grinding titanium, ensuring adequate ventilation, and never using CFC-based solvents in any form. The high-purity argon used for shielding and purging displaces oxygen — ensure adequate ventilation in confined spaces and never permit purging inside enclosed tanks without oxygen monitoring and a gas-detection protocol.
Recommended Books on Titanium Welding and Metallurgy
Frequently Asked Questions: Titanium Welding
Why is titanium welding considered challenging compared to carbon steel?
What shielding gas is recommended for TIG welding titanium?
What do the weld colours mean in titanium welding?
Is preheating required for titanium welding?
Why is trailing gas essential in titanium welding?
Can titanium be welded outdoors in field conditions?
Which welding process is best for titanium fabrication?
How should titanium filler wire be stored and handled?
Conclusion
Titanium welding rewards discipline. The metallurgical principles are straightforward: keep the metal and the weld environment absolutely clean, maintain inert-gas coverage from the first arc strike until the joint has cooled to a safe temperature, and select the correct filler grade for the application. When these conditions are met consistently, titanium produces strong, ductile, and exceptionally corrosion-resistant weld joints that justify its higher cost over stainless steel in the most demanding industrial environments.
The key takeaways from this guide: titanium’s reactivity above 375°C demands simultaneous primary shielding, trailing gas, and back purging on every joint; weld colour is the first indicator of shielding quality and must be silver to light straw for acceptance on code-critical work; filler selection follows ASME SFA-5.16 and should match the base-metal grade; and pre-weld cleaning with dedicated tools and acetone or MEK is non-negotiable. For welders and fabricators moving into titanium from carbon steel or stainless work, the process knowledge transfers directly — it is the environmental discipline that is the new skill to develop.
For further technical depth, explore the related WeldFabWorld resources linked below, including the ASME SFA-5.16 titanium consumables deep-dive, the GTAW process guide, and the duplex stainless steel welding guide for comparison with another challenging special material.