What is Stainless Steel Weld Decay? Causes, Mechanism, Prevention and Testing
Stainless steel weld decay is one of the most insidious corrosion failures in the fabrication and process industries. Unlike surface rust, which is visible and slow-moving, weld decay attacks along grain boundaries in the heat-affected zone (HAZ) and can propagate undetected until a component fails catastrophically. It is the direct consequence of a metallurgical event called sensitization — the precipitation of chromium carbides at grain boundaries when the material is exposed to a specific temperature range during or after welding. Understanding this phenomenon is not optional for engineers working with stainless steel; it is a fundamental requirement for designing structures that will survive in corrosive service.
Across petrochemical pipework, nuclear vessels, pharmaceutical equipment, and marine fabrications, stainless steels are specified precisely because of their chromium-based passivity — the thin, self-healing oxide film that prevents further corrosion. Weld decay undermines this passivity locally and silently. A perfectly good weld appearance tells you nothing about whether the HAZ has been sensitized. The mechanism, the risk factors, the testing methods, and the preventive strategies are all practical knowledge that every welding engineer, fabricator, and inspection professional must master.
This article covers the complete picture: the metallurgical mechanism of sensitization, the time-temperature relationships governing carbide precipitation, the distinction between weld decay and knifeline attack, material selection strategies, welding practice controls, ASTM testing methods, and remediation by solution annealing. Whether you are specifying a new fabrication or investigating a corrosion failure, this guide gives you the technical foundation you need.
What is Stainless Steel Weld Decay?
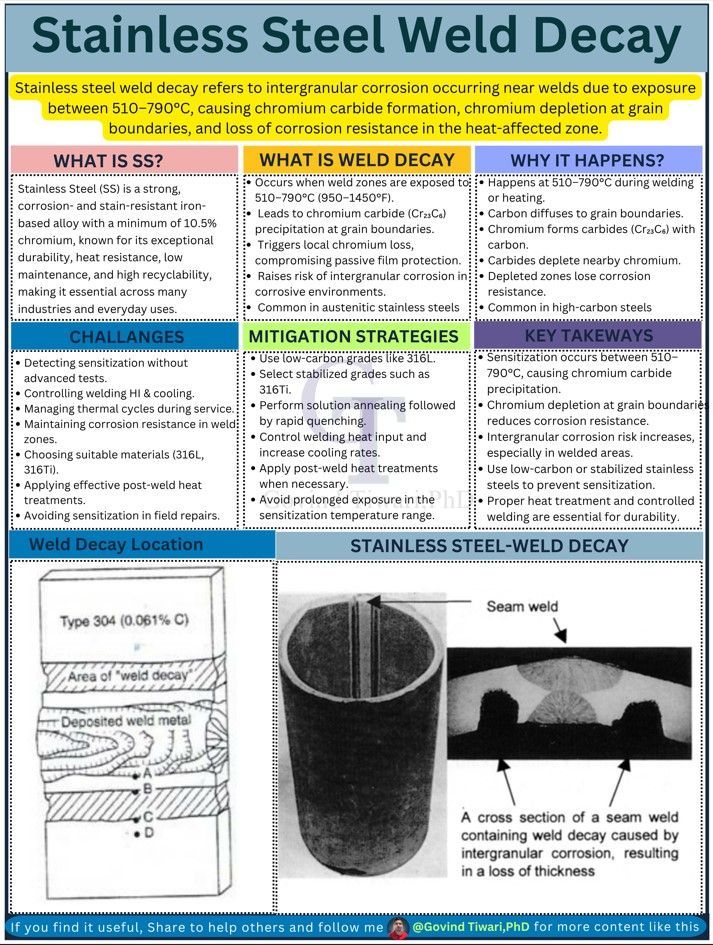
Weld decay is a form of intergranular corrosion (IGC) that develops in the heat-affected zone of stainless steel welds. The term “weld decay” specifically describes the localised dissolution of material along grain boundaries in a band of the HAZ that was heated into the sensitization temperature range during welding. To the naked eye, the weld and the surrounding base metal may appear perfectly intact; in cross-section, however, the grain boundaries in the affected band are deeply grooved or entirely dissolved, leaving the metal structurally compromised.
The corrosion is described as intergranular because it travels along grain boundaries rather than through the bulk of the grains themselves. In a sound, non-sensitized stainless steel, the grain boundaries have essentially the same corrosion resistance as the grain interiors. After sensitization, the grain boundary regions become selectively anodic relative to the grain interior — a classic galvanic couple at the microscale — and corrode preferentially in aggressive media.
Weld decay is most prevalent in non-stabilised austenitic grades such as Type 304 (UNS S30400) and Type 316 (UNS S31600), which contain sufficient carbon to form significant chromium carbides. However, ferritic stainless steels can also sensitize, though the mechanism and temperature range differ somewhat. It can also occur in nickel-base alloys that contain chromium and carbon.
The Sensitization Mechanism: How Chromium Carbides Form
To understand weld decay fully, you need to understand the chemistry of passivity in stainless steel. The corrosion resistance of all stainless steels depends on a chromium-rich oxide layer — essentially Cr2O3 and Cr(OH)3 — that forms spontaneously on the surface when chromium is present at a concentration of approximately 10.5 wt% or higher. This film is only a few nanometres thick but is thermodynamically stable, self-repairing, and highly adherent. Remove the chromium locally, and the passive film cannot form or repair itself in that location.
Chromium Carbide Precipitation
Carbon has very limited solubility in austenite at room temperature (approximately 0.02 wt%), but at high temperatures it is fully dissolved in the matrix. When austenitic stainless steel is cooled slowly through the temperature range of approximately 425–850°C — or held in that range for any significant time — carbon migrates along grain boundaries (the highest-energy, fastest-diffusion path in the microstructure) and reacts with the abundant chromium to form chromium carbide, M23C6 (where M is predominantly Cr, with some Fe and Mo).
These carbides are chromium-rich compounds, containing as much as 65–70 wt% chromium. Because the grain boundaries are also the fastest diffusion paths for chromium, the local supply of chromium near the boundary is rapidly consumed by carbide formation. The chromium concentration in the narrow matrix zone immediately adjacent to the grain boundary can fall from the nominal 18–20 wt% down to below 12 wt% — and in severe cases, below 10.5 wt%. This creates a chromium-depleted zone running along each grain boundary through the affected region.
The C-Curve: Time-Temperature-Sensitization
The degree of sensitization is governed by both temperature and time, typically presented as a Time-Temperature-Sensitization (TTS) diagram — a C-shaped curve on temperature-time axes, analogous to the TTT diagrams used for steel hardening. The nose of the C curve for standard 304 lies at approximately 650°C, where sensitization can begin in as little as a few seconds for high-carbon heats. At temperatures near 425°C or above 800°C, much longer times are required or sensitization does not occur at all (above 850°C, carbides are fully dissolved). The practical implication for welding is that the HAZ inevitably passes through this range during the thermal cycle, spending varying amounts of time at different temperatures depending on heat input, section thickness, and preheat conditions.
Why the HAZ is Vulnerable
During welding, the temperature distribution around the weld is a steep gradient. The weld metal itself typically exceeds 1400°C and solidifies as an austenite or austenite-ferrite structure, which then cools relatively rapidly. The HAZ immediately adjacent to the fusion line may reach 1200–1350°C — above the sensitization range, so any pre-existing carbides dissolve and the material is not sensitized in this narrow zone. However, at some distance from the fusion line — where the peak temperature falls within 425–850°C — the material spends sufficient time in the sensitization range to precipitate carbides and suffer chromium depletion. This is precisely the band where weld decay develops.
Weld Decay versus Knifeline Attack
Both weld decay and knifeline attack are forms of intergranular corrosion in stainless steel weldments, but they differ in location, alloy susceptibility, and mechanism. Understanding the distinction matters because the prevention strategies differ.
| Feature | Weld Decay | Knifeline Attack |
|---|---|---|
| Location in weldment | HAZ, 2–10 mm from fusion line | Immediately adjacent to fusion line |
| Affected alloys | Non-stabilised grades (304, 316) | Stabilised grades (321, 347) |
| Root cause | Cr23C6 precipitation in sensitization range | Re-dissolution of Ti/Nb carbides at very high HAZ temperatures, followed by Cr carbide formation on cooling |
| Width of attack | Band width, several mm | Very narrow, few grain diameters |
| Prevention | L-grades, stabilised grades, solution anneal | Stabilization anneal, low heat input, 347 rather than 321 |
| Appearance in service | Band of intergranular dissolution parallel to weld | Narrow groove or crack along fusion line boundary |
Knifeline attack is almost exclusively associated with stabilised grades such as 321 (Ti) and 347 (Nb). In the narrow HAZ band immediately adjacent to the fusion line, temperatures can approach 1350°C — high enough to dissolve TiC or NbC that were protecting the alloy. When this zone cools, if it passes through the sensitization range before the stabilising carbides can re-precipitate (which requires more time than Cr23C6 nucleation), chromium carbides form first, depleting chromium at those boundaries. Grade 347 is generally preferred over 321 for severe corrosive service because NbC is more thermally stable than TiC and less likely to redissolve completely.
Factors That Increase Weld Decay Susceptibility
Carbon Content
This is the single most influential variable. Standard 304 has a maximum carbon content of 0.08 wt%, and 316 up to 0.08 wt%. Even at 0.04–0.06 wt% C, sufficient carbon is available to precipitate damaging amounts of carbides in the sensitization range. Reducing carbon to 0.03 wt% or below (the L-grade threshold) dramatically shifts the nose of the TTS curve to much longer times, making full sensitization during a typical weld thermal cycle essentially impossible.
Heat Input and Cooling Rate
Higher heat input produces a wider HAZ and slower cooling rates, increasing both the peak temperature and the dwell time in the sensitization range. Multi-pass welding compounds this effect: each subsequent pass re-heats previously deposited metal and the adjacent HAZ, potentially causing cumulative sensitization in zones that experienced only marginal carbide precipitation during the first pass. Controlling heat input — via welding current, voltage, and travel speed — and managing interpass temperature are therefore primary process controls.
Section Thickness
Thin sections cool rapidly after welding, which tends to reduce sensitization risk. Heavy sections retain heat longer, extending the time in the sensitization range. In thick-section welds requiring multiple passes, the total thermal exposure of the HAZ can be substantial.
Pre-existing Sensitization
Material that has already been partially sensitized during manufacture, forming, or heat treatment is at elevated risk. If the base metal arrives at the fabrication shop with some carbide precipitation, welding thermal cycles will aggravate the condition further.
Corrosive Environment
Sensitization alone does not cause visible damage — corrosive media are required to attack the depleted zones. Environments particularly aggressive toward sensitized stainless steels include hot dilute sulphuric acid, hot nitric acid (above 50%), polythionic acids (encountered in refinery turnarounds), chloride solutions at elevated temperatures, and seawater at elevated temperatures. In benign environments, sensitized material may perform adequately for years; in aggressive environments, attack can be rapid.
Material Selection to Prevent Weld Decay
The most reliable long-term strategy against weld decay is choosing the right alloy from the outset. The following approaches are established in industry practice and ASTM/ASME material standards.
Extra-Low-Carbon (L) Grades
The simplest and most widely used solution is to specify 304L (C ≤ 0.03 wt%) or 316L (C ≤ 0.03 wt%) instead of the standard-carbon variants. With such low carbon, the amount of Cr23C6 that can form is so small that chromium depletion does not reach the critical threshold under typical welding conditions. 304L and 316L are standard specification in virtually all new process equipment fabricated in stainless steel for corrosive service. The corresponding filler metals — ER308L, ER316L, E308L-XX, E316L-XX — must also be specified when welding to maintain low carbon in the weld deposit.
Stabilised Grades
Grades 321 (titanium-stabilised, ASTM A213/A240) and 347 (niobium/columbium-stabilised) contain elements that have a higher thermodynamic affinity for carbon than chromium does. Titanium and niobium combine with carbon to form their own stable carbides (TiC and NbC respectively), leaving essentially no free carbon available to form Cr23C6. For the stabilisation to be effective, the ratio of Ti (or Nb) to C must satisfy minimum requirements — for 321, titanium content must be at least 5 × carbon content; for 347, niobium must be at least 10 × carbon content.
Grade 347 is generally preferred over 321 for the most demanding applications because NbC is more thermally stable and is less likely to re-dissolve in the very-high-temperature HAZ band immediately adjacent to the fusion line (which would otherwise set the stage for knifeline attack). For services involving prolonged elevated temperature exposure above 425°C (such as heat exchangers or furnace components), stabilised grades provide protection against re-sensitization that L-grades cannot offer, since the low-carbon advantage is lost if carbides eventually nucleate during extended service.
Grade Selection Summary Table
| Grade | Carbon (%) | Sensitization Risk | Mechanism | Preferred Application |
|---|---|---|---|---|
| 304 | ≤0.08 | High (standard C) | Cr23C6 in HAZ | Non-corrosive service, or full solution anneal post-weld |
| 304L | ≤0.03 | Low | Insufficient C for significant depletion | Welded assemblies in corrosive service |
| 316 | ≤0.08 | High (standard C) | As 304, Mo improves pitting resistance only | Chloride service, non-welded or solution annealed |
| 316L | ≤0.03 | Low | As 304L | Welded assemblies in chloride or acid service |
| 321 | ≤0.08 | Low (Ti-stabilised) | TiC forms preferentially | Elevated temperature service up to ~900°C |
| 347 | ≤0.08 | Very Low (Nb-stabilised) | NbC more stable, less knifeline risk | Severe corrosive service + elevated temperature |
Welding Practice Controls for Weld Decay Prevention
Even when L-grades or stabilised alloys are correctly specified, welding procedure discipline is essential. Poor practice can sensitize even 316L under severe conditions (for example, very slow cooling in heavy sections with multiple repair passes). The following controls should be embedded in the welding procedure specification (WPS).
Minimise Heat Input
Heat input (in kJ/mm) is calculated as HI = (V × I × 60) / (1000 × TS) where V is arc voltage, I is welding current, and TS is travel speed in mm/min. Lower heat input reduces the width of the HAZ and accelerates cooling through the sensitization range. For critical corrosion-service welds, maximum heat input limits are typically specified in the WPS — often 1.0–1.5 kJ/mm for thin-section austenitic welds and 2.0–2.5 kJ/mm for heavier sections. GTAW (TIG welding) is frequently preferred for root passes and critical welds because of its precise heat input control, especially when using automated or mechanised systems.
Control Interpass Temperature
In multi-pass welds, the interpass temperature (the temperature of the previously deposited metal before the next pass begins) must be controlled. Allowing the weld assembly to cool to below 150°C between passes prevents cumulative heat build-up and avoids repeatedly soaking the HAZ in the sensitization range. Infrared thermometers or contact temperature pyrometers are used to verify interpass temperature compliance on the shop floor.
Filler Metal Selection
Always match the filler metal carbon designation to the base metal. When welding 304L, use ER308L or E308L-XX fillers. When welding 316L, use ER316L or E316L-XX fillers. When welding 321, use ER321 or (preferably) ER347 fillers. The correct welding consumable nomenclature should be referenced to confirm filler classification. Never substitute a standard-carbon filler for an L-grade or stabilised application without engineering review.
Avoid Unnecessary Repair Welds
Each repair weld imposes another thermal cycle on the surrounding material. The HAZ of a repair weld is located in the already-heat-affected zone of the original weld, potentially compounding sensitization. Minimising repair welds through good fit-up, qualified welders, and proper technique is a practical way to reduce cumulative sensitization risk, particularly in field conditions where interpass temperature control is more difficult.
Testing for Sensitization: ASTM A262 and Related Standards
Qualification of sensitization resistance in austenitic stainless steels is governed primarily by ASTM A262 — the standard practice for detecting susceptibility to intergranular attack. The standard contains five distinct test practices, each targeting different alloy systems and service environments.
| ASTM A262 Practice | Test Medium | Primary Use | Accept/Reject Basis |
|---|---|---|---|
| A — Oxalic Acid Etch | 10% oxalic acid, electrolytic | Rapid screening; classifies microstructure as step, dual, or ditch structure | Ditch structure = further testing required |
| B — Ferric Sulfate-H2SO4 | 50% H2SO4 + ferric sulphate, 120°C, 120 h | General IGC evaluation, welds, HAZ | Max corrosion rate limit or pass/fail vs. sensitized standard |
| C — Nitric Acid (Huey) | 65% HNO3, boiling, five 48-h periods | High-purity austenitic grades; nuclear service | Corrosion rate vs. specification limit |
| D — Nitric-Hydrofluoric Acid | HNO3-HF, 70°C, 2 h | Molybdenum-bearing grades (316, 317) | No selective attack on welds, HAZ |
| E — Copper-Copper Sulfate-H2SO4 (Strauss) | CuSO4 + H2SO4, boiling, 15 h | Standard weld decay test for most austenitic grades | Bend test: no cracking in sensitized HAZ area |
Practice A is used primarily as a screening tool — if the oxalic acid etch reveals a “ditch” structure (grain boundaries etched to form closed ditches around all grains), the material is classified as sensitized and requires further quantitative testing. Practices B and E are the most common quantitative tests for weld decay evaluation in fabricated equipment. Practice E (Strauss test) is particularly practical: after immersion in the copper-copper sulphate-sulphuric acid solution, a 180-degree bend test is performed on a specimen cut from the weld area, and the appearance of intergranular cracks in the HAZ constitutes failure.
When evaluating fabricated welds under ASME pressure vessel codes, SA-262 tests are often invoked in the material specification (e.g., for pressure vessel shell plates or piping specified to SA-240 or SA-312). The engineer should specify which practice and the acceptance criterion in the purchase order or material requisition.
Remediation: Solution Annealing of Sensitized Material
When sensitization has occurred — either because an incorrect grade was used, welding controls were inadequate, or the component was inadvertently exposed to sensitizing temperatures in service — solution annealing is the standard remediation route.
The procedure involves heating the entire component to approximately 1050–1150°C, holding for sufficient time to dissolve all chromium carbides and homogenise the chromium distribution throughout the microstructure, and then rapidly quenching in water. The rapid cooling prevents the material from re-entering the sensitization range at a slow enough rate to re-precipitate carbides. After solution annealing, the material’s corrosion resistance is fully restored.
After any heat treatment on sensitization-susceptible material, it is good practice to verify corrosion resistance by re-testing to ASTM A262 Practice E or Practice B on sample coupons from the treated batch. This is particularly important for nuclear, pharmaceutical, and food-contact applications where regulatory or quality assurance requirements mandate documented corrosion performance.
For more context on when post-weld heat treatment is and is not appropriate for stainless steel, see the WeldFabWorld guide on post-weld heat treatment for stainless steel.
Key Takeaways
- Weld decay is intergranular corrosion in the HAZ caused by chromium carbide (Cr23C6) precipitation during exposure to 425–850°C.
- The resulting chromium depletion at grain boundaries drops local Cr below the ~12 wt% threshold for passive film stability.
- Non-stabilised grades (304, 316) are most susceptible; risk peaks at ~650°C where carbide kinetics are fastest.
- Prevention: specify L-grades (304L, 316L) or stabilised grades (321, 347) with matching L-grade or stabilised filler metals.
- Welding controls — low heat input, interpass temperature below 150°C, minimise repair welds — are essential even with L-grades.
- ASTM A262 (Practices A through E) is the primary testing standard for detecting sensitization susceptibility.
- Sensitized material can be fully restored by solution annealing at 1050–1150°C followed by rapid water quench.
- Knifeline attack is a distinct but related phenomenon affecting stabilised grades immediately adjacent to the fusion line.
Industry Applications and Service Environments
Understanding weld decay is not merely an academic exercise. In service environments where sensitization can be triggered or where sensitized material is exposed to corrosive media, the consequences range from costly maintenance shutdowns to catastrophic failures. The following industries routinely deal with weld decay risk and have well-developed mitigation strategies embedded in their engineering standards.
Petrochemical and Refining
Polythionic acids — formed during turnaround shutdowns when sulphur deposits on stainless steel contact moisture and oxygen — are particularly aggressive toward sensitized austenitic grades. Many refineries have standing requirements to specify 321H or 347H for fired heater tubes and piping that experiences repeated thermal cycling, and to store acid-sensitive equipment under dry nitrogen blanketing during shutdowns.
Nuclear Power
Austenitic stainless steels are used extensively in reactor coolant systems, where even small amounts of intergranular stress corrosion cracking (IGSCC) — the stress corrosion equivalent of sensitization-driven attack — can initiate crack growth in irradiated material. Strict sensitization controls, including specification of low-carbon grades, solution annealing documentation, and ASTM A262 Practice C (Huey test) acceptance criteria, are standard in nuclear procurement specifications.
Pharmaceutical and Food Processing
These industries specify weld decay controls both for corrosion resistance and for cleanability: intergranular attack creates surface pitting that harbours microorganisms and makes hygienic cleaning impossible. Electropolishing of internal weld seams, combined with L-grade material and controlled welding practice, is the standard approach for pharmaceutical-grade stainless vessels.
Marine and Offshore
Seawater at elevated temperatures, particularly in heat exchangers and process water systems, is highly aggressive toward sensitized stainless steel. Duplex stainless steels have largely displaced standard austenitic grades for offshore seawater handling because of their inherently lower sensitization susceptibility and higher strength. Where 316L is retained, strict control of welding practice and periodic verification by corrosion testing are essential.
Recommended Books on Stainless Steel and Corrosion Engineering
Disclosure: WeldFabWorld participates in the Amazon Associates programme (StoreID: neha0fe8-21). If you purchase through these links, we may earn a small commission at no extra cost to you. This helps support free technical content on this site.
Frequently Asked Questions
What is stainless steel weld decay?
Weld decay is a form of intergranular corrosion that develops in the heat-affected zone (HAZ) of stainless steel welds. It results from sensitization — the precipitation of chromium carbides (Cr23C6) at grain boundaries when the steel is exposed to temperatures between approximately 510–790°C during welding or heat treatment. The carbides deplete the adjacent matrix of chromium below the critical ~12 wt% threshold needed to maintain a protective passive film, making those zones susceptible to preferential corrosive attack in aggressive media.
What temperature range causes sensitization and weld decay?
The sensitization temperature range for austenitic stainless steels is approximately 425–850°C (800–1560°F). Within this range, the most aggressive precipitation occurs in the mid-band of about 595–650°C (1100–1200°F), where chromium carbide nucleation and growth rates are highest. Even brief exposure at 650°C can cause significant chromium depletion in standard-carbon grades (304, 316), whereas orders of magnitude more time is needed for sensitization in L-grades. The welding HAZ invariably passes through this band during thermal cycling, making heat input control critical.
What is the difference between weld decay and knifeline attack?
Both are forms of intergranular corrosion in stainless steel weldments, but they occur in different locations and in different alloy types. Weld decay occurs in the HAZ of non-stabilised austenitic grades (304, 316) in a band 2–10 mm from the fusion line. Knifeline attack occurs immediately adjacent to the fusion line in stabilised grades (321, 347), where TiC or NbC dissolve at very high peak temperatures near the weld pool, temporarily freeing carbon to form Cr23C6 before the stabilising carbides can re-precipitate. Grade 347 (Nb-stabilised) is preferred over 321 (Ti-stabilised) for minimising knifeline attack risk.
How do you test for sensitization in stainless steel?
ASTM A262 is the primary standard. It contains five practices: Practice A (oxalic acid etch screening — classifies microstructure as step, dual, or ditch), Practice B (ferric sulphate-sulphuric acid immersion at 120°C), Practice C (nitric acid Huey test, widely used for nuclear applications), Practice D (nitric-hydrofluoric acid for Mo-bearing grades), and Practice E (copper-copper sulphate-sulphuric acid Strauss test, followed by a bend test for intergranular cracking). Practice A is a rapid screen; Practices B and E are standard quantitative tests for most industrial applications. For duplex stainless steels, ASTM A923 applies instead.
Which stainless steel grades are most resistant to weld decay?
The most reliable resistance comes from three approaches: (1) extra-low-carbon grades 304L and 316L (C ≤ 0.03%), which contain too little carbon to form significant carbides under normal welding; (2) stabilised grades 321 (Ti) and 347 (Nb), where titanium or niobium preferentially combine with carbon; and (3) duplex stainless steels, whose two-phase microstructure slows carbide precipitation kinetics and provides inherently better resistance. For applications combining elevated temperature service with corrosive environments, 347 or 316L are the standard choices. Duplex grades are preferred where both pitting and intergranular corrosion resistance are required.
Can sensitized stainless steel be remediated?
Yes. Solution annealing is the standard remediation method. The component is heated to 1050–1150°C, held to dissolve all chromium carbides and homogenise chromium distribution, then water-quenched rapidly to prevent re-precipitation during cooling. This fully restores corrosion resistance. The entire component must be treated — localised heating is not effective. For large structures where full solution annealing is impractical, stabilization annealing at 850–900°C can coarsen existing carbides and reduce their corrosive impact, but does not provide full restoration. Post-treatment verification by ASTM A262 Practice E bend test is recommended for critical applications.
How does heat input during welding affect weld decay risk?
Heat input directly controls how long the HAZ material spends in the sensitization temperature range. Higher heat input produces a wider HAZ and slower cooling, maximising time in the 425–850°C danger zone. Reducing heat input — through lower current, higher travel speed, or smaller weld beads — narrows the HAZ and speeds cooling. In multi-pass welding, controlling interpass temperature below 150°C prevents cumulative thermal soaking. Welding processes with inherently low heat input, such as GTAW (TIG), are preferred for critical corrosion-service joints where sensitization risk must be minimised.