ASME Certification Stamps: What Every Engineer and Fabricator Must Know
ASME certification stamps are among the most universally recognised compliance marks in pressure equipment manufacturing. If you work in the design, fabrication, inspection, or repair of pressure vessels, boilers, or piping systems, understanding exactly which stamp applies to which equipment — and what it means to hold or require one — is a fundamental professional competency. This guide covers all major ASME stamps in depth: their governing code sections, scope of application, qualification requirements, and the practical implications for fabricators and operators worldwide.
The ASME Boiler and Pressure Vessel Code (BPVC) is published in multiple sections, each addressing a distinct category of pressure-retaining equipment. When a manufacturer, assembler, or repair organisation satisfies the requirements of a code section and receives an independent verification audit, ASME issues a Certificate of Authorisation permitting that organisation to apply a specific stamp symbol to qualifying equipment. That stamp on a nameplate is a legally traceable declaration: this item was designed, fabricated, inspected, and tested in compliance with the named code section.
From the U stamp on a petrochemical heat exchanger to the N stamp on a nuclear reactor coolant component, each mark carries substantial weight in procurement specifications, insurance underwriting, and regulatory compliance. The sections below break down every stamp in the ASME family, explain the differences that matter in practice, and outline how certification is obtained and maintained.
What Is the ASME BPVC and Why Do Stamps Exist?
The ASME Boiler and Pressure Vessel Code (BPVC) is a set of standards developed and maintained by the American Society of Mechanical Engineers. First published in 1914 following a series of catastrophic boiler explosions, the BPVC now comprises twelve active sections covering everything from materials to nuclear components. It is adopted by law in all 50 US states, most Canadian provinces, and is referenced by engineering standards and regulators across the globe.
The stamp system exists to create a visible, verifiable link between a piece of equipment and the specific code section under which it was manufactured. Without stamps, engineers, inspectors, and operators would have no standardised way to determine the design basis or fabrication standard of a given vessel or boiler. ASME stamps therefore serve several simultaneous functions:
The stamp does not appear on equipment merely because a manufacturer claims compliance. Each stamp requires:
- A documented Quality Control (QC) System reviewed and accepted by both ASME and an Authorised Inspection Agency (AIA)
- At least one Authorised Inspector (AI) employed or contracted to oversee fabrication
- A successful joint ASME/AIA audit before the Certificate of Authorisation is issued
- Completion of a code-required Manufacturer’s Data Report for each stamped item
- Periodic renewal audits (typically every three years) and surveillance visits during the certificate term
SVG Diagram: ASME Code Structure and Stamp Relationships
Complete Guide to Every ASME Stamp
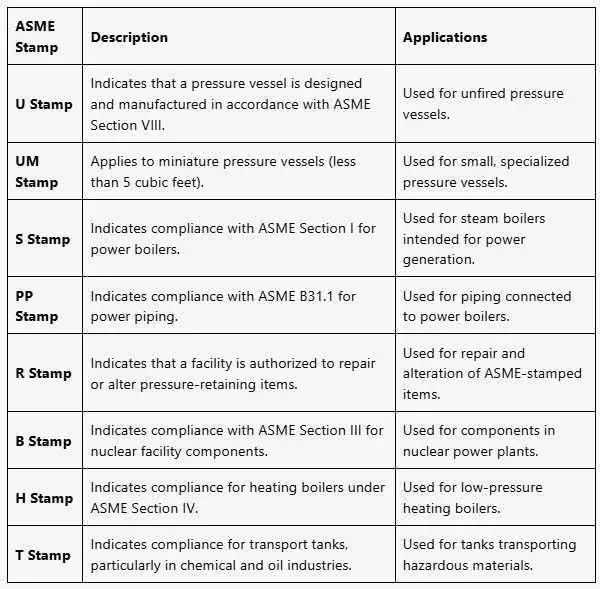
The table below provides a structured reference for all major ASME stamps. The detailed subsections that follow expand on scope boundaries, typical equipment, and key requirements for each.
| Stamp | Governing Code | Equipment Type | Pressure Range | Typical Industries |
|---|---|---|---|---|
| U | ASME Section VIII Div. 1 | Unfired pressure vessels | 15 psi to ~3,000 psi | Oil & Gas Petrochemical |
| U2 | ASME Section VIII Div. 2 | High-pressure vessels (design-by-analysis) | Above 3,000 psi typical | Refining Hydrogen |
| U3 | ASME Section VIII Div. 3 | Ultra-high-pressure vessels | Above 10,000 psi | Specialty Chem |
| UM | ASME Section VIII (Miniature) | Small pressure vessels <5 ft³ | Standard vessel range | Hydraulics Industrial |
| S | ASME Section I | Power boilers | 15 psi and above (steam) | Power Generation Refinery |
| H | ASME Section IV | Heating boilers | 15 psi steam / 160 psi HW | HVAC Commercial |
| PP | ASME B31.1 | Power piping systems | Per B31.1 design | Power Plants |
| R | NBIC (Part 3) | Repair/alteration of existing equipment | All ASME-stamped equipment | Maintenance Refinery |
| T | ASME Section VIII | Transport tanks | Per transport regulations | Chemical Petroleum |
| N | ASME Section III | Nuclear vessels (Class 1, 2, 3) | Per nuclear system design | Nuclear Power |
| NA | ASME Section III | Nuclear component assembly | Per nuclear system design | Nuclear Power |
| NV | ASME Section III | Nuclear pressure relief valves | Per nuclear system design | Nuclear Power |
U Stamp — ASME Section VIII Division 1
The U stamp is the most widely encountered ASME mark in industrial fabrication. It certifies that a pressure vessel has been designed, fabricated, inspected, and tested in accordance with ASME Section VIII Division 1, the dominant code for unfired pressure vessels worldwide.
Division 1 uses a design-by-rule approach. The code specifies explicit formulas for wall thickness, nozzle reinforcement, head geometry, and weld joint efficiency (E factor). Allowable stress values are set at one quarter of the ultimate tensile strength at design temperature (UTS/4 for most materials), which builds in a substantial safety factor over yield-based design approaches.
Typical U-Stamped Equipment
- Shell-and-tube heat exchangers (fixed tubesheet, floating head, U-tube)
- Pressure vessels in oil and gas separators, scrubbers, and contactors
- Reactor vessels for chemical processing
- Air receivers and accumulator vessels
- Storage vessels for liquefied gases (above 15 psi)
- Fired heater process coils (when the process fluid side is Section VIII scope)
The ASME Section VIII Division 1 code requires that all welding procedures used in U-stamped vessel fabrication be qualified in accordance with ASME Section IX. Welder performance qualifications must also be to Section IX, and the fabricator’s QC system must include a mechanism to verify and record this qualification status. For more on welding procedure qualification, see our guide to preparing a WPS and PQR.
U2 Stamp — ASME Section VIII Division 2
The U2 stamp applies to pressure vessels designed and fabricated under ASME Section VIII Division 2, which uses a design-by-analysis philosophy. Where Division 1 allows straightforward formula-based thickness calculations, Division 2 requires more rigorous stress analysis — including elastic stress analysis, limit load analysis, or elastic-plastic analysis — but rewards that effort with lower safety factors (allowable stress at two-thirds of yield rather than one-quarter of UTS), enabling thinner walls and lighter vessels at higher pressures.
Division 2 also imposes more stringent requirements on materials (Charpy impact testing is generally mandatory), weld examination (mandatory radiography or ultrasonic testing on all Category A and B joints), and post-weld heat treatment. The result is a higher-integrity vessel, typically used where high operating pressures or cyclic service conditions make Division 1’s approach overly conservative or economically unworkable.
U3 Stamp — ASME Section VIII Division 3
Division 3, with the U3 stamp, covers ultra-high-pressure vessels — generally those operating above 10,000 psi (69 MPa). Design is based on fracture mechanics principles and fatigue analysis. Division 3 is used in applications such as high-pressure polyethylene reactors, isostatic pressing equipment, and certain chemical synthesis reactors. The fabrication and inspection requirements are the most stringent in the Section VIII family.
S Stamp — ASME Section I Power Boilers
The S stamp certifies a power boiler under ASME Section I. A power boiler is defined as a boiler in which steam or other vapour is generated at a pressure of more than 15 psi — and which is used externally to the boiler itself (i.e., for power generation, process heating, or other external use). This distinguishes it from a heating boiler, which is covered by Section IV.
Power boilers are found in thermal power stations, industrial cogeneration facilities, waste-to-energy plants, and process industry steam generation. The code distinguishes between fire-tube and water-tube boiler designs, with specific rules for each. Section I also covers economisers (feedwater heaters integral to the boiler installation) and superheaters through which steam passes before leaving the boiler.
PP Stamp — Power Piping (ASME B31.1)
The PP stamp applies to pressure piping fabricated in accordance with ASME B31.1 — Power Piping Code. This code governs steam, feedwater, blowdown, drain, chemical, and fuel piping directly associated with power boilers and their auxiliaries. It does not apply to process piping in general industrial plants — that falls under ASME B31.3 (Process Piping) — but specifically to the piping systems that support power boiler installations.
B31.1 specifies allowable stresses, pressure-temperature ratings, wall thickness design (using the Barlow or modified Barlow formula), filler metal and base metal requirements, examination methods, and pressure testing requirements. For steam systems at elevated temperatures and pressures, such as those used in combined-cycle power plants, adherence to B31.1 is critical for both operating safety and regulatory compliance.
Understanding the high-temperature properties of materials like P91 is essential for engineers specifying and fabricating B31.1 power piping, since creep behaviour at elevated temperatures is a primary design consideration.
H Stamp — ASME Section IV Heating Boilers
The H stamp covers low-pressure heating boilers under ASME Section IV. A heating boiler is defined as a boiler in which steam is generated at pressures not exceeding 15 psi, or a hot water boiler operating at pressures not exceeding 160 psi and temperatures not exceeding 250°F (121°C).
Section IV heating boilers are found in residential and commercial buildings for space heating, in light industrial facilities, and in district heating systems. They operate at substantially lower pressures than Section I power boilers, and the code requirements — while still rigorous — are scaled to the lower energy content and risk profile of these systems. The H stamp may also encompass cast iron sectional boilers, steel boilers, and copper-alloy boilers, each with specific design rules within Section IV.
R Stamp — National Board Inspection Code (NBIC) Repairs and Alterations
The R stamp is unique among ASME-associated marks because it is issued under the National Board Inspection Code (NBIC) — specifically Part 3 — rather than the ASME BPVC itself. The National Board of Boiler and Pressure Vessel Inspectors administers the R stamp programme.
R stamp holders must maintain a Quality Control System specifically addressing repair and alteration activities. The system must define controls for: engineering review of proposed repairs, material verification, qualified welding procedures (to Section IX), authorised inspectors, pressure testing after repair, and documentation of completed work on an R-1 or R-2 National Board form.
In many jurisdictions, an R stamp is a mandatory qualification for any organisation performing repairs on ASME-stamped boilers and pressure vessels. Plant owners who attempt to repair pressure equipment without engaging an R-stamp holder may invalidate their equipment’s certification and their facility’s operating permits.
T Stamp — Transport Tanks
The T stamp is applied to transport tanks — pressure vessels mounted on road vehicles, rail cars, or intermodal frames for transporting hazardous materials. These tanks are subject to both ASME Section VIII requirements and the transport regulations of the relevant national authority (in the USA, this involves the Department of Transportation 49 CFR regulations, which specifically reference ASME code sections for tank construction).
T-stamped tanks are used for transporting liquefied petroleum gas (LPG), anhydrous ammonia, chlorine, cryogenic liquids, and other hazardous substances. The design must account for dynamic loading from transport, impact forces, and the specific properties of the transported product. Inspection requirements include periodic hydrostatic re-testing per transport regulatory schedules.
N Stamp Family — ASME Section III Nuclear Components
The nuclear stamp family covers pressure-retaining components for nuclear power plants. ASME Section III is subdivided into multiple divisions and subsections, and the stamp family reflects this complexity.
| Stamp | Applies To | Notes |
|---|---|---|
| N | Nuclear vessels, pumps, valves (Class 1, 2, 3) | Broadest nuclear stamp; the baseline for most nuclear pressure components |
| NA | Nuclear Component Assembly | For organisations that assemble nuclear components from N-stamped sub-items |
| NPT | Nuclear Piping and Tubing | Specific to nuclear piping systems |
| NV | Nuclear Pressure Relief Valves | Applies to safety valves and relief devices in nuclear service |
| NI | Nuclear Installation | For installation of nuclear components at the plant site |
Nuclear stamp holders operate under significantly more stringent quality assurance requirements than non-nuclear holders. The applicable quality assurance standard is ASME NQA-1 (Quality Assurance Requirements for Nuclear Facility Applications), which imposes rigorous document control, design verification, procurement control, and corrective action programme requirements. In most countries, nuclear stamp holders are also subject to regulatory oversight in addition to the ASME/National Board programme.
How to Obtain an ASME Stamp: Step-by-Step Process
The process for obtaining any ASME stamp follows a common framework, though the specific documentation and scope of the Quality Control System will vary by stamp type and code section. The following steps outline the general path to certification.
Determine which code section governs the equipment you intend to manufacture or repair. Obtain the current edition of the applicable ASME code section and the ASME procedural requirements for obtaining a Certificate of Authorisation.
An AIA is an organisation accredited by ASME and the National Board to provide Authorised Inspector services. The AIA will be your partner throughout the certification process. For most stamps, you must have a written agreement with an AIA before the ASME review.
Write a Quality Manual and supporting procedures that describe how your organisation satisfies every applicable code requirement. Code sections specify the minimum elements the QC system must address (materials, design, welding, NDE, pressure testing, documentation, etc.).
Submit a formal application to ASME along with your Quality Manual. ASME schedules a joint review — conducted jointly by an ASME representative and your AIA — at your facility. The review assesses whether your QC system and physical resources are adequate to comply with the code.
If the review team identifies deficiencies, you must address them before the certificate is issued. Once all findings are resolved and ASME is satisfied, the Certificate of Authorisation and official stamp die are issued to your organisation.
Certificates are typically valid for three years. Your AIA will conduct periodic surveillance visits during the term, and renewal requires a full review before the certificate expires. Maintaining a live, actively used QC system is essential for a smooth renewal.
Visual Guide: ASME Stamp Scope Boundaries for Pressure Equipment
Quality Control System Requirements by Stamp Type
Every ASME stamp requires the holder to maintain a documented Quality Control System. While the specific elements vary by code section, the following framework applies broadly across all stamps.
For welding-intensive ASME work, the qualification of welding procedures is central to the QC system. Our detailed guide on P-numbers, F-numbers, and A-numbers in ASME Section IX explains the material grouping and filler metal classification system that underpins WPS and PQR qualification. Understanding these groups is essential for maintaining a valid and complete welding control programme.
ASME Stamps and Impact Testing Requirements
One area where engineers frequently encounter detailed code requirements is Charpy impact testing — toughness testing used to demonstrate that a material will not exhibit brittle fracture at the minimum design metal temperature (MDMT). Different ASME stamp categories have different impact test requirements.
Under ASME Section VIII Division 1, impact test requirements are governed by UG-84 and the material-specific exemption curves in Fig. UCS-66. Not all materials require impact testing; exemptions are available based on material group, thickness, and MDMT. Where testing is required, specimens must meet minimum absorbed energy requirements specified in UG-84. Our detailed article on UG-84 Charpy impact test requirements covers this topic in full.
Under ASME Section VIII Division 2, impact testing is generally mandatory for all materials above a threshold thickness at low temperatures — the design-by-analysis approach requires more rigorous fracture control. Under ASME Section III, impact testing requirements are even more stringent, often requiring testing of the base metal, weld metal, and heat-affected zone, with minimum energy requirements specified for each zone.
Practical Implications for Fabricators, Inspectors, and Operators
Understanding ASME stamps is not merely an academic exercise. It has direct practical consequences across the entire life cycle of pressure equipment.
For Fabricators
Holding an ASME stamp is a commercial prerequisite for supplying pressure equipment to most major projects globally. Without the appropriate stamp, a fabricator is excluded from tendering for work governed by ASME codes. Maintaining the stamp requires a functioning QC system, active welding qualifications, and a productive working relationship with the Authorised Inspector. The cost of maintaining certification is offset by access to a much larger market and the ability to charge a premium for code-compliant work.
For Inspection Engineers and Quality Professionals
When reviewing a vessel data book or weld record, the stamp on the nameplate tells you immediately which code section to refer to for verification. It tells you the minimum inspection requirements that should have been applied, which NDE methods are mandatory versus optional, and what documentation should be present. A thorough understanding of mechanical testing requirements and how they relate to code sections helps inspection professionals know what to look for during document review and physical inspection.
For Plant Operators and Purchasers
When specifying new pressure equipment, specifying the required ASME stamp in the purchase order ensures that the vendor’s QC system and inspection regime align with your facility’s safety standards. For existing equipment, understanding which stamp applies helps you select the correct repair organisation — one holding the R stamp for ASME-stamped items — and ensures that repair documentation meets regulatory requirements. Many insurance policies and operating licences explicitly require that any alteration or repair to pressure equipment be performed by an R stamp holder and documented on a National Board form.
Frequently Asked Questions
What is an ASME stamp and who issues it?
An ASME stamp is a certification mark issued by the American Society of Mechanical Engineers (ASME) to manufacturers and repair organisations that have demonstrated compliance with the ASME Boiler and Pressure Vessel Code (BPVC) or relevant piping codes. ASME issues these stamps after conducting a joint review with an Authorised Inspection Agency (AIA). The stamp authorises the holder to mark their equipment with the specific ASME symbol, providing legal and commercial recognition of code compliance. The stamp appears on a stamped nameplate permanently attached to the equipment and is backed by a Manufacturer’s Data Report on file with the jurisdiction and the National Board.
What is the difference between a U stamp and an S stamp?
The U stamp applies to unfired pressure vessels manufactured under ASME Section VIII Division 1, covering equipment such as heat exchangers, reactors, separators, and storage vessels. The S stamp applies to power boilers manufactured under ASME Section I, covering high-pressure steam-generating equipment used in power plants and industrial facilities. The two stamps are governed by entirely different code sections and apply to fundamentally different types of pressure-retaining equipment. A vessel fired directly to generate steam for power is typically Section I scope; an unfired pressure vessel processing a fluid at elevated pressure is Section VIII scope. The allowable stress basis, design rules, and inspection requirements differ substantially between the two sections.
What does the R stamp authorise?
The R stamp, governed by the National Board Inspection Code (NBIC) Part 3, authorises a repair organisation to perform repairs or alterations on ASME-stamped pressure-retaining items. The organisation must maintain a written Quality Control System accepted by the National Board, employ or contract with an Authorised Inspector, and follow NBIC Part 3 procedures for all repair and alteration work. The R stamp does not authorise original manufacture — only repair and alteration of previously certified equipment. Completed work must be documented on the appropriate National Board form (R-1 for repairs, R-2 for alterations) and countersigned by the Authorised Inspector.
How long does it take to obtain an ASME stamp?
The timeline to obtain an ASME stamp typically ranges from three to twelve months depending on the stamp type and the applicant organisation’s state of readiness. The process involves developing a conforming Quality Control System, engaging an Authorised Inspection Agency, conducting a joint ASME/AIA review, and correcting any findings. Once the Quality Control System is accepted, ASME issues the Certificate of Authorisation and the stamp die. Organisations that already hold one ASME stamp and wish to add another often complete the process more quickly because their quality infrastructure is already in place and only scope extensions are needed.
Does an ASME stamp expire?
Yes. ASME Certificates of Authorisation have a fixed term — typically three years for most stamps. Holders must undergo a renewal review before the certificate expires to maintain their certification. Renewal involves demonstrating continued compliance with the applicable code section and Quality Control System requirements. If the certificate lapses, the organisation must complete the full application process again. ASME and the AIA conduct periodic surveillance visits during the certificate term to verify continued compliance and to review any new procedures or scope extensions added since the last formal review.
What is the PP stamp and when is it required?
The PP stamp applies to pressure piping fabricated under ASME B31.1 (Power Piping) in connection with power boilers. It is required for piping systems that form part of a power boiler installation, including main steam lines, feedwater systems, blowdown lines, and fuel systems connected to Section I boilers. The PP stamp is distinct from process piping certifications and is specifically associated with power generation facilities. In many jurisdictions, insurance underwriters and regulatory authorities require PP-stamped piping as a condition of operating approval for steam power plant installations. Note that ASME B31.3 (Process Piping) is a different code and does not use the PP stamp.
Can a single facility hold multiple ASME stamps?
Yes. It is common for large fabrication facilities to hold multiple ASME stamps simultaneously. A major pressure equipment manufacturer might hold U, U2, S, PP, and R stamps concurrently, allowing them to manufacture Section VIII Division 1 and Division 2 vessels, Section I boilers, associated power piping, and also offer repair and alteration services. Each stamp requires its own scope within the Certificate of Authorisation, though a single Quality Manual may cover all applicable code sections with stamp-specific appendices. The annual cost of maintaining multiple certificates is offset by the commercial advantage of being able to bid on a wider range of projects without subcontracting.
What is the N stamp and how does it differ from other ASME stamps?
The N stamp family (N, NA, NPT, NV, NI) is issued under ASME Section III, which governs components for nuclear power plant construction. Unlike other ASME stamps, nuclear stamp holders are subject to oversight by a Nuclear Inspector Supervisor accredited by the National Board and, in most countries, additional regulatory oversight by the relevant nuclear authority. The qualification requirements, documentation obligations, and quality assurance programme requirements under Section III — specifically conformance with ASME NQA-1 — are significantly more stringent than those for non-nuclear stamps. Design verification, procurement controls, and corrective action requirements under NQA-1 go substantially beyond the typical ASME BPVC quality system requirements, reflecting the safety-critical nature of nuclear facility components.
Recommended Reading on ASME Codes and Pressure Equipment
The following references are recommended for engineers and fabricators who work with ASME-stamped pressure equipment and want to build deeper code knowledge.
Disclosure: WeldFabWorld participates in the Amazon Associates programme (StoreID: neha0fe8-21). If you purchase through these links, we may earn a small commission at no extra cost to you. This helps support free technical content on this site.
Continue Learning
Explore related technical guides on WeldFabWorld covering ASME codes, welding qualifications, and pressure equipment fabrication.