How to Prepare a WPS and PQR: Complete Step-by-Step Guide for Fabricators
A Welding Procedure Specification (WPS) and its supporting Procedure Qualification Record (PQR) are the twin pillars of any code-compliant welding programme. Without a properly prepared and qualified WPS, production welding cannot legally or safely commence on pressure vessels, piping systems, structural steel, or any other regulated fabrication under ASME Section IX, AWS D1.1, ISO 15614, or equivalent standards. Yet despite their fundamental importance, many fabricators — particularly those entering regulated industries for the first time — find the WPS/PQR process confusing, time-consuming, or poorly documented in their quality systems.
This guide provides a clear, step-by-step walkthrough of the entire WPS and PQR preparation cycle: from identifying the governing code and selecting welding variables, through conducting the Procedure Qualification Test (PQT), performing the required mechanical and non-destructive tests, documenting the PQR, and finalising the WPS for production release. The process applies whether you are working under ASME Section IX for pressure equipment, AWS D1.1 for structural steel, or ISO 15614 for international projects — the underlying logic is identical even where specific requirements differ.
By the end of this article, you will understand what distinguishes essential from non-essential variables, why a preliminary WPS (pWPS) is not a production document, how many PQRs are needed to support a WPS, and exactly what mechanical test specimens are required by ASME Section IX for a groove weld PQR. Whether you are a new fabrication engineer, a CWI preparing for certification, or a quality manager reviewing your procedure control system, this guide provides the technical depth to do it correctly.
WPS and PQR — Key Definitions and Relationship
Before stepping through the preparation process, it is essential to clearly understand what each document is, what it contains, and how the two relate to each other.
Welding Procedure Specification
- Written instruction for production welding
- Specifies process, materials, joint design, preheat, heat input, PWHT
- Must list all essential, supplementary essential, and non-essential variables
- Issued to welders and supervisors at the work site
- Not valid for production until supported by a qualified PQR
- Can claim ranges (e.g., 3–12 mm thickness) rather than single values
- Revised without requalification if only non-essential variables change
Procedure Qualification Record
- Record of actual parameters used during qualification test weld
- Records as-run values, not ranges
- Contains all mechanical and NDT test results
- Signed by QC manager and witnessed by TPI or client representative
- Supports one or more WPSs
- Cannot be revised — only superseded by a new qualification test
- Retained permanently as part of the quality record
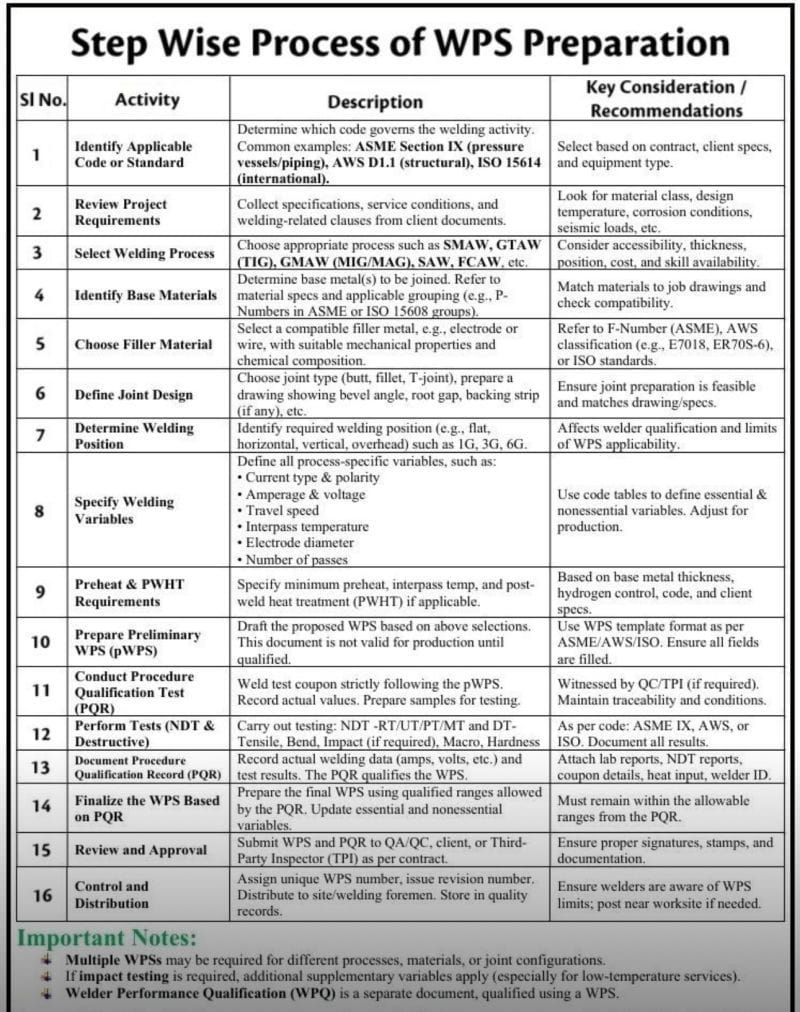
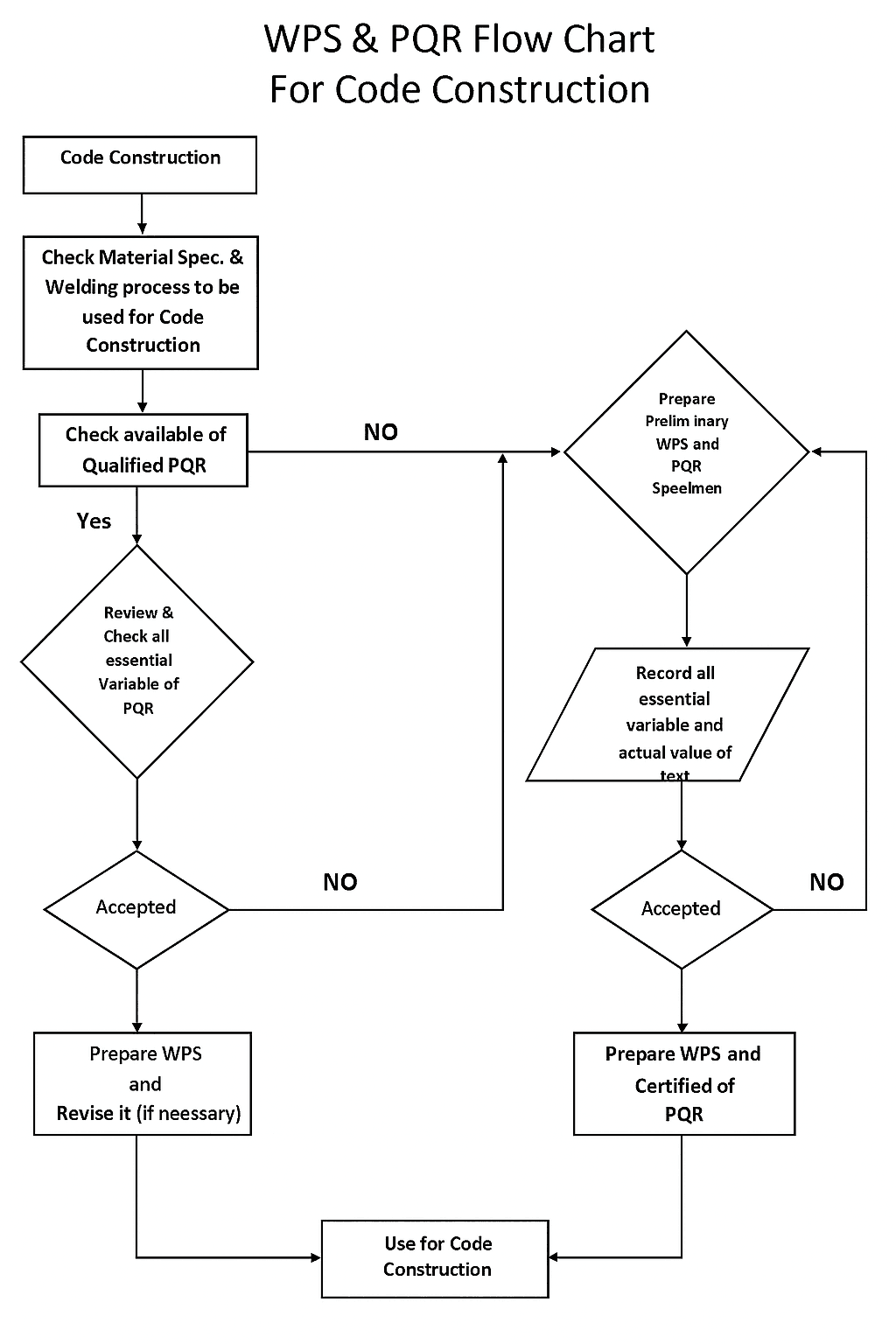
Step-by-Step Process for WPS and PQR Preparation
The governing code determines every subsequent requirement — variable tables, test types, specimen quantities, acceptance criteria, and record formats. Misidentifying the code is the most consequential error in WPS preparation.
- ASME Section IX — Pressure vessels (Section VIII), boilers (Section I), pressure piping (B31.1, B31.3). QW-200 through QW-490 series.
- AWS D1.1 — Structural steel: buildings, bridges, offshore structures. Allows pre-qualified WPSs for certain combinations (Clause 3).
- ISO 15614-1 — International projects; European pressure equipment directive (PED); often combined with EN standards.
- API 1104 — Pipeline girth welds; upstream oil and gas transmission.
Before selecting any variable, collect and review the project specification, purchase order, and engineering data sheet. Service conditions — operating temperature, pressure, fluid type, and environment — drive several critical WPS decisions.
- Confirm design temperature range (impacts impact testing requirements)
- Identify corrosive environments: sour service per NACE MR0175/ISO 15156 requires hardness limits and H₂S testing
- Note any ASME Code Cases or client deviations to standard requirements
- Check if the contract specifies witness point or hold point for PQT by the client or TPI
Process selection must balance joint access, required mechanical properties, cost, and welder skill availability. The process (SMAW, GTAW, GMAW, FCAW, SAW) is always an essential variable under every major code.
- SMAW (E7018, E9018-G): Versatile, all positions, low equipment cost; preferred for root passes in pipe
- GTAW/TIG: Highest quality root passes; mandatory for titanium, DSS, P91; slower deposition rate
- GMAW/MIG: High productivity for structural and vessel fabrication in shop; position-sensitive
- SAW: Highest deposition rate for flat/horizontal groove and fillet welds in vessel fabrication
- FCAW: Good all-position productivity; flux-cored variants available with or without shielding gas
Process combinations (e.g., GTAW root + SMAW fill/cap) require qualification of each process or process combination as a unit, depending on the code.
The material grouping system assigns base metals to groups so that qualification on one material qualifies a range of similar materials. This is the key to building an efficient WPS qualification matrix.
- ASME Section IX P-Numbers (QW-420): P1 = carbon steel, P8 = austenitic SS, P10H = duplex SS, P15E = P91 chrome-moly. Qualifying P1 to P1 does not cover P8 to P8.
- AWS D1.1 Group Numbers: Structural steel material groupings; less granular than P-Numbers
- ISO 15608 Material Groups: International equivalent; Group 1 = carbon and low-alloy steels, Group 8 = austenitic SS
Always verify material traceability through the P-Number and F-Number guide before assuming qualification coverage. A dissimilar metal joint (e.g., P1 to P8) requires its own qualification.
Filler metal selection must be compatible with the base material P-Number, the required mechanical properties, and the service environment. Under ASME Section IX, filler metals are classified by F-Number (process compatibility) and A-Number (weld deposit chemistry).
- F-Numbers (QW-432): Group fillers by usability characteristics. F1–F6 = SMAW; F6 = GTAW bare wire most commonly
- A-Numbers (QW-442): Classify by deposit chemistry. A change in A-Number is an essential variable for most processes
- SFA classification: E7018 = SMAW low hydrogen, ER70S-6 = GMAW, ER308L = austenitic SS TIG wire
- For duplex stainless steel, filler must be over-alloyed (e.g., ER2209) to compensate for nickel dilution
- For P91 chrome-moly, filler must meet Ni+Mn restrictions to avoid Type IV creep failure
The joint design (butt, fillet, T-joint, corner, edge) and its geometric parameters must be fully defined in the WPS. Joint design directly affects heat input distribution, root pass access, and the risk of fusion defects.
- Groove angle: typically 60–70° included for single-V butt joints in pipe
- Root gap: 2–3 mm for GTAW root; 3–4 mm for SMAW root
- Root face (land): 1–1.5 mm typical; zero for open-root TIG on thin pipe
- Backing: specify whether permanent (ceramic, steel) or removable (argon back-purge for stainless)
- Reference welding joint types and welding symbols for documentation standards
Welding position is an essential variable — the qualified position(s) determine what production welding positions are permitted under the WPS. Positions are defined per ASME Section IX QW-461 or ISO 6947 for pipe and plate.
- 1G/PA: flat position (groove); qualifies 1G only (ASME)
- 2G/PC: horizontal; qualifies 1G and 2G
- 3G/PF: vertical-up; qualifies 1G, 2G, 3G, 4G (plate)
- 6G: fixed pipe at 45° — the most comprehensive qualification; qualifies all positions on pipe
- Overhead (4G) and vertical-down (3G-PG) require separate qualification
See welding positions explained for a full breakdown of position codes and qualification ranges.
This is the most detailed step in WPS preparation. All variables must be listed as either essential, supplementary essential, or non-essential per the applicable code table. Essential variable changes require requalification; non-essential variable changes require only WPS revision.
- Amperage / Current: Specify range (e.g., 90–120 A for 3.2 mm E7018). Measured at the torch, not the machine display.
- Voltage: Specifying arc voltage range; affects bead width and penetration profile.
- Travel speed: Measured in mm/min or in/min; directly used in heat input calculation.
- Heat input: H = (V × I × 60) / (TS × 1000) kJ/mm. A change exceeding qualified range is essential for P91, DSS, and other heat-sensitive materials.
- Current polarity: DCEP, DCEN, AC — change is essential for most processes.
- Electrode diameter: Non-essential in most cases; note maximum diameter in WPS.
- Interpass temperature: Maximum limit; exceeding it on P91 or DSS is a major non-conformance.
- Shielding gas type and flow rate: Change in gas type or composition is essential; flow rate is typically non-essential.
Preheat prevents hydrogen-induced cold cracking by keeping the weld zone above the hydrogen diffusion threshold during cooling. Post-weld heat treatment (PWHT) relieves residual stress, improves toughness, and tempers hardened zones in high-strength and chrome-moly steels.
- Preheat temperature: Determined by material P-Number, base metal carbon equivalent, and thickness. Refer to carbon equivalent calculator for minimum preheat guidance.
- Preheat method: Oxy-fuel flame, electric resistance pads, or induction. Must be verified by thermocouple or contact thermometer, not by colour estimation.
- PWHT temperature and hold time: Specified in QW-407 for ASME; hold time scales with thickness. A change in PWHT condition is always an essential variable.
- PWHT is NOT recommended for duplex stainless steels — sigma phase precipitation destroys toughness and corrosion resistance.
- Heating and cooling rates must also be specified for P91 and P92 chrome-moly steels.
The preliminary WPS is the draft instruction document used to weld the qualification test coupon. It is prepared before any testing is performed, based on the engineering decisions made in steps 1–9. The pWPS is NOT a valid production document — it becomes the production WPS only after the PQT passes all required tests.
- Use the applicable code’s WPS format or a company-approved equivalent template
- Assign a unique pWPS number (e.g., pWPS-001-Rev.0) for traceability
- List all variables in their specific ranges as intended for qualification
- Have the pWPS reviewed and approved by the QC Manager before the qualification test commences
- File the pWPS as a controlled document even before testing — the audit trail starts here
The PQT is the actual welding of the qualification test coupon, performed strictly according to the pWPS. All parameters must be measured and recorded in real time — the PQR captures what was actually done, not what was intended.
- Arrange witnessing by QC personnel, TPI, or client inspector as required by the contract
- Record actual amperage, voltage, and travel speed per pass using calibrated instruments
- Measure and record preheat temperature before each pass
- Measure and record interpass temperature before each subsequent pass
- Record heat input per pass: H = (V × I × 60) / (TS × 1000) kJ/mm
- Document all consumable batch numbers, heat numbers, and material certificates
- Do not deviate from the pWPS during the test — any deviation voids the qualification
The test coupon must pass both NDT (to confirm weld soundness) and destructive testing (to confirm mechanical properties). ASME Section IX QW-461.9 specifies the minimum test specimen requirements for groove weld PQR qualification.
Required Tests (ASME Section IX — Groove Weld, Plate or Pipe):
- Visual examination: All coupons before sectioning
- Radiographic or UT examination: Per QW-142 or QW-142.1 before destructive sectioning (optional but frequently specified)
- Tensile test (QW-150): 2 transverse tensile specimens; must meet minimum UTS of base metal specification
- Guided bend test (QW-160): 2 root bends + 2 face bends (t < 19 mm) OR 4 side bends (t ≥ 19 mm); no cracks > 3 mm after bending
- Macro-examination: Required for fillet weld PQR (QW-180); shows fusion, penetration, and pass sequence
- Impact testing (Charpy): Required when supplementary essential variables apply; typically 3 specimens at test temperature, minimum absorbed energy per code table
- Hardness testing: Required for PWHT qualification, sour service (NACE), and some chrome-moly WPSs; Vickers HV10 or Rockwell HRC
Once all tests pass, the PQR is prepared to formally record the qualification. The PQR is a legal record — it cannot be revised after signing. If an error is discovered, a new qualification test is required.
- Record all actual welding parameters (not ranges — exact as-run values)
- Include base and filler material identification with heat/lot numbers
- Attach all mechanical test laboratory reports with test machine calibration certificates
- Attach NDT reports (RT film or UT printout) if performed
- Include the welder’s identity and WPQ reference number
- Signatures required: QC Manager (Manufacturer), Authorised Inspector (AI) for ASME Code stamps, TPI or client witness as applicable
- Assign a unique PQR number and register it in the WPS/PQR index
With the PQR complete, the pWPS is updated to become the final, production WPS. The WPS may specify ranges — not just the single values used in the PQT — provided those ranges are within the code-permitted limits for each variable. This is where you define the practical envelope for production welding.
- Thickness range: per QW-451 (typically 5T minimum to 2T maximum of qualified coupon thickness for groove welds, with code exceptions)
- Position range: per QW-461.9 qualification range table
- Amperage and voltage: state production ranges, not just the PQT single values
- Cite the PQR number(s) that support this WPS in the header block
- Ensure supplementary essential variables are correctly captured if impact testing applies
The finalised WPS and supporting PQR must be reviewed and approved before any production welding can be authorised under that procedure. Approval requirements vary by code and contract.
- Internal review: QC Manager or Responsible Welding Coordinator (RWC) per ISO 14731
- ASME Code stamp holders: Authorised Inspector (AI) review and concurrence
- Third-party inspection: TPI approval if required by customer specification or regulatory requirement
- Client approval: Many EPC contracts require client or Owner’s Inspector signature before first production weld
- Both WPS and PQR carry revision control — initial issuance is always Rev. 0
An approved WPS is a controlled document. Its issuance, distribution, and revision must follow the quality management system (QMS) procedure to prevent obsolete versions reaching the shop floor.
- Assign unique WPS number (e.g., WPS-CS-001-Rev.0) in the document control register
- Issue copies to: site engineers, welding supervisors, foremen — stamped “Controlled Copy”
- Display the WPS near the welding station as required by the applicable code or project
- Store original signed WPS and PQR in the quality records file — retain for the life of the equipment
- Any revision requires review and re-approval; redistribute to all controlled copy holders
- Conduct periodic WPS audits to confirm production welding remains within qualified parameter ranges
Heat Input Calculation — Why It Matters for the WPS
Heat input is one of the most technically significant WPS variables for any heat-sensitive material. It is an essential variable for P91 chrome-moly steels, duplex stainless steels, and other materials where the HAZ thermal cycle directly controls microstructure and mechanical properties. It must be calculated, recorded per pass during the PQT, and specified as a maximum limit in the production WPS.
Where:
V = Arc voltage (Volts)
I = Welding current (Amperes)
TS = Travel speed (mm/min)
60 = Conversion factor (seconds per minute)
1000 = Conversion factor (J to kJ)
Worked Example — SMAW E7018, Root Pass:
V = 23 V, I = 110 A, TS = 120 mm/min
H = (23 × 110 × 60) / (120 × 1000)
= 151,800 / 120,000
H = 1.27 kJ/mm (acceptable for most P1 carbon steel WPSs)
Note for P91 (CSEF Steels):
Typical WPS limit: 1.5–2.5 kJ/mm (varies by project spec)
Exceeding upper limit produces coarse-grained HAZ; below lower limit risks
insufficient tempering and high hardness in the HAZ.
Essential vs. Non-Essential Variables — ASME Section IX Summary
Understanding the variable classification system is fundamental to managing WPS revisions without unnecessary requalification. The following table summarises common variables by their classification status for SMAW (QW-253) and GTAW (QW-256) under ASME Section IX. Always refer to the current edition QW-250 tables for complete listings.
| Variable | SMAW (QW-253) | GTAW (QW-256) | Notes |
|---|---|---|---|
| Welding process change | Essential | Essential | Any change in process always requires requalification |
| Change in P-Number (base metal group) | Essential | Essential | Some P-Number combinations qualify others; see QW-424 |
| Change in F-Number (filler group) | Essential | Essential | Increasing F-Number qualifies lower F-Numbers in some cases |
| Change in A-Number (deposit chemistry) | Essential | Essential | Stainless to carbon steel is always a requalification trigger |
| Base metal thickness (beyond qualified range) | Essential | Essential | QW-451 defines qualified ranges; range depends on coupon thickness |
| Change in PWHT condition | Essential | Essential | From PWHT to no PWHT, or change in PWHT temperature range |
| Welding position | Essential | Essential | Qualified positions per QW-461.9; 6G qualifies most pipe positions |
| Current polarity (DC+/DC-/AC) | Essential | Essential | Affects penetration and bead profile significantly |
| Shielding gas type or composition | Not applicable | Essential | GTAW shield gas composition is always essential |
| Heat input (for P91, DSS, etc.) | Suppl. Essential | Suppl. Essential | Becomes essential when impact testing is required by code |
| Preheat temperature (decrease > 55°C) | Essential | Essential | Increase in preheat is non-essential; decrease is essential |
| Electrode/wire diameter | Non-essential | Non-essential | Can be changed by revising WPS without requalification |
| Pass sequence (single to multi-pass) | Essential | Essential | Change from single-pass to multi-pass is essential (affects HAZ) |
| Joint design change (angle, gap, backing) | Non-essential | Non-essential | Revise WPS; does not require requalification in most cases |
| Interpass temperature (increase beyond limit) | Suppl. Essential | Suppl. Essential | Becomes essential when impact testing required; always monitor |
Special Situations Requiring Additional or Modified Qualification
Low-Temperature Service and Impact Testing
When a vessel or piping system operates below the minimum design metal temperature (MDMT), the construction code requires Charpy impact testing on the PQR test coupon. Under ASME Section VIII Div. 1, the MDMT is established per the material impact exemption curves in Figure UCS-66 and the impact exemption rules in UG-84. When Charpy testing is invoked, all supplementary essential variables in the applicable QW-250 table become essential, including heat input, maximum interpass temperature, and any change in PWHT condition.
Sour Service (H2S Environments)
For equipment designed for service in hydrogen sulphide environments per NACE MR0175/ISO 15156, additional hardness requirements apply to the weld metal and HAZ. Maximum hardness is typically 250 HV10 for carbon and low-alloy steel weldments in sour service. The PQR must include a Vickers hardness traverse across the weld cross-section, and the WPS must specify a maximum interpass temperature and PWHT (where required) to ensure the hardness limit is consistently achieved in production.
Tube-to-Tubesheet Welding
Tube-to-tubesheet welds have specific qualification requirements that differ from standard groove and fillet weld PQRs. Under ASME Section IX QW-193, a separate qualification test is required. See our dedicated guide on tube-to-tubesheet welding qualification for the complete test coupon and examination requirements.
Dissimilar Metal Welds
A joint between base metals of different P-Numbers is a dissimilar metal weld requiring its own PQR. The PQR must qualify the specific P-Number combination. Common dissimilar combinations include P1 (carbon steel) to P8 (austenitic stainless), P1 to P10H (duplex stainless), and P1 to P15E (P91 chrome-moly). The buttering technique for the carbon steel side — followed by PWHT of the buttered layer — is the standard industry approach before welding the stainless or alloy side.
WPS/PQR for Multiple Standards
| Standard | WPS Document | Test Record | Key Unique Feature |
|---|---|---|---|
| ASME Section IX | WPS | PQR | P-Number/F-Number/A-Number system; no pre-qualified WPS concept |
| AWS D1.1 | WPS | PQR (or Pre-Qualified WPS) | Pre-qualified WPS allowed for common joint/material combinations without PQR |
| ISO 15614-1 | pWPS | WPQR | Material groups per ISO 15608; range of qualification wider in some areas |
| API 1104 | WPS | PQR | Specific to pipeline girth welds; different bend and tensile acceptance criteria |
| EN ISO 15614-1 | pWPS | WPQR | European equivalent; used with CE marking for pressure equipment (PED) |
Recommended Reference Books
These titles are the most widely referenced resources for WPS/PQR preparation, ASME Section IX interpretation, and welding quality management for fabrication engineers and CWIs.
Disclosure: WeldFabWorld participates in the Amazon Associates programme (StoreID: neha0fe8-21). If you purchase through these links, we may earn a small commission at no extra cost to you. This helps support free technical content on this site.
Important Notes for Fabricators and Quality Managers
- A single project may require multiple WPSs: one per welding process, material combination, thickness range, or position that falls outside an existing qualified WPS scope.
- Welder Performance Qualification (WPQ) is entirely separate from WPS/PQR qualification. A WPQ qualifies the individual welder using a qualified WPS; it does not validate the procedure.
- A WPS expires if the manufacturer or contractor’s quality programme certifying it is discontinued. Reactivation requires review and sometimes retesting.
- Document all production weld parameters (amps, volts, travel speed) for traceability. If a defect is found in production, the weld record must demonstrate that the WPS was followed.
- Re-review your WPS/PQR index at the start of every new project — do not assume an existing WPS covers new materials, thicknesses, or service conditions without formal verification.
- For mechanical testing, use only accredited laboratories with current calibration certificates. Test results on uncalibrated equipment are not acceptable for PQR documentation.