Welder Diameter Qualification and Position Ranges — ASME Section IX 2025
By WeldFabWorldOctober 16, 2020Updated: April 1, 2026
27 min read
Welder Diameter & Position Qualification — ASME IX 2025 | WeldFabWorld
Welder Diameter Qualification and Position Ranges — ASME Section IX 2025
By WeldFabWorldPublished: 16 Oct 2020Updated: Sep 2025ASME Section IX 2025WPQ
Welder diameter and position qualification under ASME Section IX is one of the first checks a welding engineer performs when assigning a welder to a production joint. A welder may be fully qualified on the right process and material, but if the production pipe diameter falls below the qualified range from their test coupon — or if the required welding position was not covered by their qualification test — they cannot legally weld that joint under code. Getting these limits right is essential for maintaining valid welder qualification records (WQR) and avoiding costly production stops.
This article covers both aspects in full as they stand in ASME BPVC.IX-2025: the pipe diameter qualification limits (Tables QW-452.3, QW-452.4, QW-452.5, and QW-452.6), the welding position qualification matrix (Table QW-461.9), the nozzle-specific diameter rules (QW-403.16), and the important distinctions between manual welders and welding operators, and between groove and fillet weld qualifications. All values and notes are taken directly from the 2025 code. For the related topic of weld metal deposit thickness qualification, see the PQR and WPQ thickness qualification range guide.
Code Basis
All clause numbers, table values, and notes in this article are from ASME BPVC.IX-2025. The governing clause for position and diameter limits is QW-303, which directs users to Table QW-461.9 and the QW-452 series tables. Always use the code edition specified in your project or contract.
Part 1 — Pipe Diameter Qualification Limits
ASME Section IX qualification tests on a specific pipe outside diameter establish a minimum qualified production OD. The maximum is always unlimited — there is no upper bound on pipe diameter in any of the QW-452 diameter tables. Diameter restrictions apply only to manual and semi-automatic welders; welding operators performing automatic or machine welding are not subject to pipe diameter limitations from these tables (see QW-360).
1a) Groove Weld Qualification — Table QW-452.3
Table QW-452.3
Table QW-452.3 defines the minimum and maximum qualified pipe outside diameter for welders who qualify on groove weld test coupons. The table has three coupon OD bands:
Outside Diameter of Test Coupon, in. (mm)
Minimum OD Qualified, in. (mm)
Maximum OD Qualified
Less than 1 in (25 mm)
Size welded
Unlimited
1 in (25 mm) to 2-7/8 in (73 mm)
1 in (25 mm)
Unlimited
Over 2-7/8 in (73 mm)
2-7/8 in (73 mm)
Unlimited
General Notes from ASME Section IX 2025:
Note (a): Type and number of tests required shall be in accordance with QW-452.1.
Note (b): 2-7/8 in (73 mm) O.D. is the equivalent of NPS 2-1/2 (DN 65).
Key Rule — Maximum OD Always Unlimited
All three rows of Table QW-452.3 have “Unlimited” for the maximum qualified OD. Once a welder qualifies on any coupon larger than 2-7/8 in (73 mm), they are qualified for all pipe sizes above 2-7/8 in — including large-diameter vessels, drums, and headers. The only restriction is on the minimum qualified diameter.
Fig. 1 — Table QW-452.3: Groove-Weld Diameter Limits. The maximum qualified OD is unlimited in all three bands. A welder qualifying on pipe over 2-7/8 in (73 mm) is qualified for all diameters down to 2-7/8 in (73 mm) and upward without limit.
Practical Note — Groove Qualification Covers Fillet Welds Too
Per QW-303.1 of ASME Section IX 2025, welders and welding operators who pass the groove weld test are qualified to make fillet welds in all thicknesses and all pipe diameters within the limits of QW-350 or QW-360. There is no separate fillet diameter restriction when qualification is achieved through a groove weld test. This is a significant practical advantage — a single 6G pipe qualification covers groove welds down to 2-7/8 in OD minimum and fillet welds on all pipe sizes.
1b) Small Diameter Fillet Weld — Table QW-452.4
Table QW-452.4 (revised 2025)
Table QW-452.4 covers the small diameter fillet weld test for pipe ODs below 2-7/8 in (73 mm). For pipes 2-7/8 in (73 mm) and larger, Table QW-452.5 applies. The 2025 edition revised the second entry in the first column of this table.
Outside Diameter of Test Coupon, in. (mm)
Minimum OD Qualified, in. (mm)
Qualified Thickness
Less than 1 in (25 mm)
Size welded
All
1 in (25 mm) to less than 2-7/8 in (73 mm)
1 in (25 mm)
All
General Notes from ASME Section IX 2025:
Note (a): Type and number of tests required and the qualified fillet sizes shall be in accordance with Table QW-452.5.
Note (b): 2-7/8 in (73 mm) O.D. is the equivalent of NPS 2-1/2 (DN 65).
1c) Fillet Weld Test — Table QW-452.5
Table QW-452.5
Table QW-452.5 defines the qualified range for fillet weld tests on tee-fillet coupons (per Figure QW-462.4(b) for plate or QW-462.4(c) for pipe). The qualified range depends on the coupon thickness:
Type of Joint
Coupon Thickness as Welded, in. (mm)
Qualified Range
Tests Required
Tee fillet [Fig. QW-462.4(b)]
3/16 in (5 mm) or greater
All base material thicknesses, fillet sizes, and diameters 2-7/8 in (73 mm) O.D. and over [Note (2)]
1 Macro + 1 Fracture
Tee fillet [Fig. QW-462.4(b)]
Less than 3/16 in (5 mm)
T to 2T base material thickness, T maximum fillet size, and all diameters 2-7/8 in (73 mm) O.D. and over [Note (2)]
1 Macro + 1 Fracture
Table Notes:
Note (1): Test coupon as shown in Figure QW-462.4(b) for plate or Figure QW-462.4(c) for pipe.
Note (2): 2-7/8 in (73 mm) O.D. is the equivalent of NPS 2-1/2 (DN 65). For smaller diameter qualifications, refer to Table QW-452.4 or Table QW-452.6.
1d) Fillet Qualification by Groove-Weld Tests — Table QW-452.6
Table QW-452.6
Table QW-452.6 confirms the broad qualification scope granted when a welder or welding operator qualifies on a groove weld test:
Type of Joint
Coupon Thickness as Welded
Qualified Range
Tests Required
Any groove
All thicknesses
All base material thicknesses, fillet sizes, and diameters
Fillet welds are qualified when a welder or welding operator qualifies on a groove weld test
This is a broad, unconditional exemption: any groove weld qualification automatically confers fillet weld qualification for all thicknesses, all fillet sizes, and all pipe and plate diameters. No additional fillet weld testing is required.
The table below consolidates all four QW-452 diameter tables for quick field reference.
Table
Test Type
Coupon OD / Thickness
Min. Qualified OD
Max. Qualified OD
Applies To
QW-452.3
Groove weld
< 1 in (25 mm)
Size welded
Unlimited
Manual / semi-auto welders
QW-452.3
Groove weld
1 in to 2-7/8 in (25–73 mm)
1 in (25 mm)
Unlimited
Manual / semi-auto welders
QW-452.3
Groove weld
> 2-7/8 in (73 mm)
2-7/8 in (73 mm)
Unlimited
Manual / semi-auto welders
QW-452.4
Small diameter fillet
< 1 in (25 mm)
Size welded
Per QW-452.5
Manual / semi-auto welders
QW-452.4
Small diameter fillet
1 in to < 2-7/8 in (25–73 mm)
1 in (25 mm)
Per QW-452.5
Manual / semi-auto welders
QW-452.5
Tee fillet (t ≥ 3/16 in)
3/16 in (5 mm) or greater
2-7/8 in (73 mm)
Unlimited
All fillet sizes, all thicknesses
QW-452.6
Groove weld (qualifying fillet)
All thicknesses
All diameters
All diameters
All fillet sizes, all thicknesses
Welding Operators
Automatic / machine
Any
Diameter restrictions not applicable
QW-360 governs
Nozzle Diameter Rules — QW-403.16
QW-403.16 of ASME Section IX 2025 is an essential variable that governs the pipe diameter qualification range specifically for nozzle and branch connection welds. A change in pipe diameter beyond the range qualified in QW-452, except as otherwise permitted in QW-303.1, QW-303.2, QW-381.2(c), or QW-382.1(f), is an essential variable. For tube-to-tubesheet welding, a decrease greater than 10% of the specified tube diameter also constitutes a change. The nozzle-specific sub-clauses address which pipe’s OD is used as the reference dimension:
QW-403.16(a) — Set-On Nozzle or Branch
QW-403.16(a)
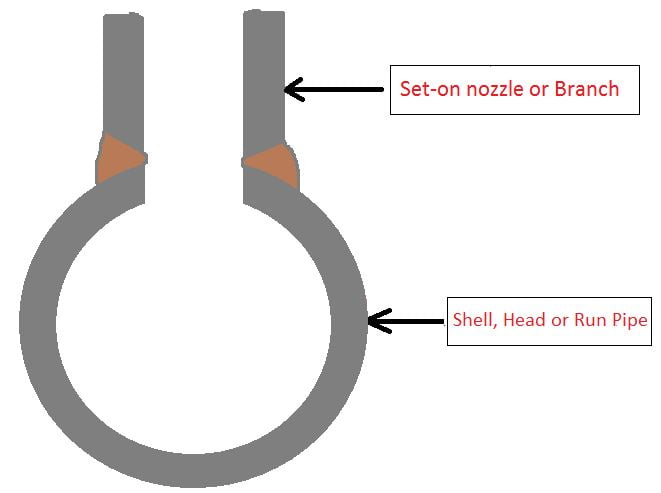
For a groove weld attaching a set-on nozzle or branch where the weld preparation is on the nozzle or branch, the diameter range qualified from Table QW-452.3 shall be based on the nozzle or branch pipe outside diameter. The much larger shell, head, or run pipe OD is irrelevant for qualification purposes in this case — only the nozzle OD matters.
Fig. 2 — Set-on Nozzle or Branch weld on Shell, Head, or Run Pipe. Per QW-403.16(a), the qualified diameter range from Table QW-452.3 is based on the nozzle or branch pipe OD — not the shell or run pipe OD.
QW-403.16(b) — Set-In Nozzle or Branch
QW-403.16(b)
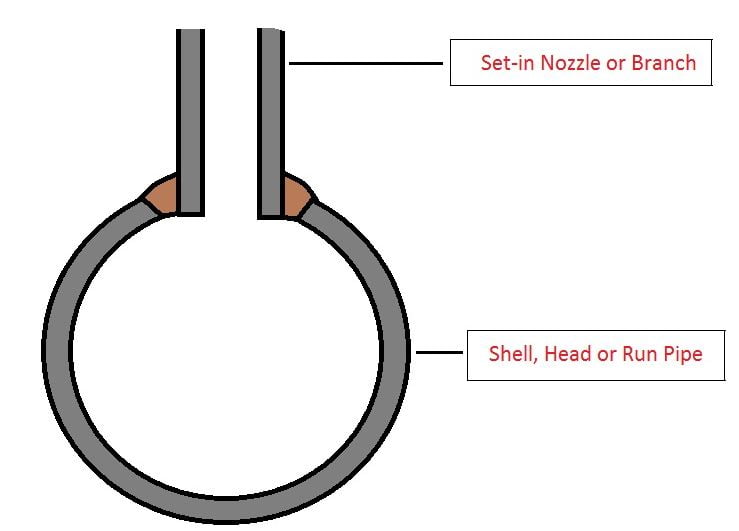
For a groove weld attaching a set-in nozzle or branch where the weld preparation is on the shell, head, or run pipe, the diameter range qualified from Table QW-452.3 shall be based on the shell, head, or run pipe outside diameter.
Fig. 3 — Set-in Nozzle or Branch weld on Shell, Head, or Run Pipe. Per QW-403.16(b), the qualified diameter range is based on the shell, head, or run pipe OD when the weld preparation is on that larger member.
Practical Warning — Nozzle Diameter Is Frequently Underestimated
Many nozzles on pressure vessels have small nominal pipe sizes (NPS 1, NPS 2, etc.), with ODs well below 2-7/8 in (73 mm). A welder qualified only on 4 in (100 mm) pipe (minimum qualified OD = 2-7/8 in / 73 mm per QW-452.3) is not qualified for a set-on NPS 1 nozzle (OD = 1-5/16 in / 33.4 mm) because 33.4 mm < 73 mm. A separate qualification on small-bore pipe is required. Always check QW-403.16 in conjunction with QW-452.3 when assigning welders to nozzle work.
Fig. 4 — Table QW-452.3 diameter qualification summary (ASME Section IX 2025). Three coupon OD bands determine the minimum qualified production pipe OD. The maximum qualified OD is always unlimited across all bands. A welder qualifying on pipe larger than 2-7/8 in (73 mm) is qualified down to 2-7/8 in and upward without limit.
Part 2 — Welding Position Qualification
Table QW-461.9 is the single reference table for position qualification under ASME Section IX 2025. It governs both the positions of groove welds and the positions of fillet and tack welds, mapped against the qualification test position and the weld type tested. The table is titled “Performance Qualification — Position and Diameter Limitations (Within the Other Limitations of QW-303).”
F = Flat
H = Horizontal
V = Vertical
O = Overhead
All = F, H, V, O
SP = Special Positions (QW-303.3)
Table QW-461.9 Notes (from ASME Section IX 2025):
Note (1): Positions of welding as shown in Figures QW-461.1 and QW-461.2.
Note (2): Tack welds are not limited by pipe or tube diameters when their aggregate length does not exceed 25% of the weld circumference.
Note (3): Pipe 2-7/8 in (73 mm) O.D. and over.
Note (4): See diameter restrictions in Tables QW-452.3, QW-452.4, and QW-452.6.
2a) Plate — Groove Weld Qualification
Test Position
Groove: Plate & Pipe >24 in (610 mm) OD
Groove: Pipe ≤24 in (610 mm) OD [Note (3)]
Fillet / Tack: Plate & Pipe
1G
F
F
F, H
2G
F, H
F, H
F, H
3G
F, V
F
F, H, V
4G
F, O
F
F, H, O
3G and 4G
F, V, O
F
All
2G, 3G, and 4G
All
F, H
All
Special Positions (SP)
SP, F
SP, F
SP, F
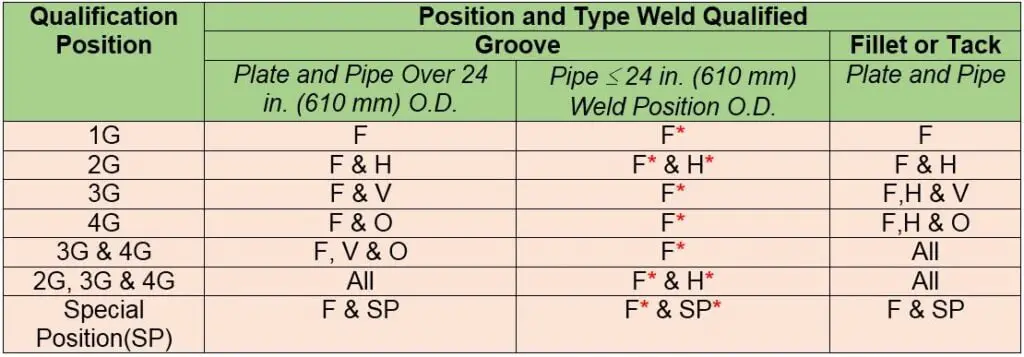
Fig. 5 — Table QW-461.9: Position qualification for Plate — Groove weld tests. The pipe OD threshold of 24 in (610 mm) creates two different groove weld columns. Note that pipe ≤24 in (610 mm) OD qualification from a plate test is generally limited to F and H positions.
Key Point — 24 in (610 mm) OD Threshold
Table QW-461.9 splits groove weld position qualification into two columns based on whether the production pipe OD is greater than or less than or equal to 24 in (610 mm). A plate groove test qualifies more positions on large-diameter pipe (treated similarly to plate) than on small- and medium-diameter pipe. For pipe ≤24 in (610 mm) OD, even a 2G, 3G, and 4G combined plate qualification only qualifies F and H positions on groove welds.
2b) Plate — Fillet Weld Qualification
Test Position
Fillet / Tack: Plate & Pipe [Note (3)]
1F
F
2F
F, H
3F
F, H, V
4F
F, H, O
3F and 4F
All
Special Positions (SP)
SP, F
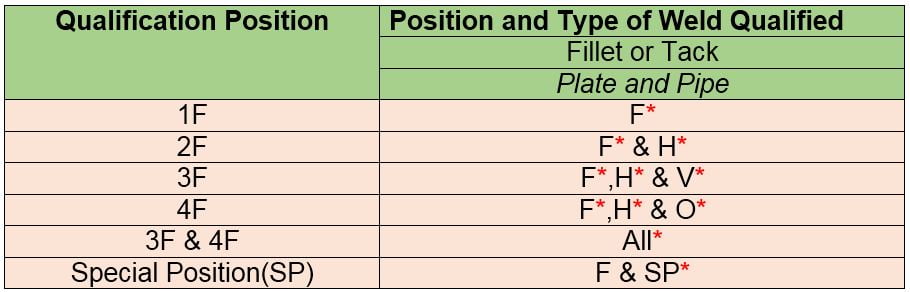
Fig. 6 — Table QW-461.9: Position qualification for Plate — Fillet weld tests. Plate fillet qualification covers only fillet and tack weld positions — no groove weld positions are qualified by a fillet weld test.
Note
Plate fillet weld tests do not qualify groove weld positions at all — the “Groove” columns are blank (shown as “…”) in Table QW-461.9 for all plate fillet positions. To qualify groove weld positions, the welder must test on a groove weld coupon.
2c) Pipe — Groove Weld Qualification
See Table QW-461.9 Note (4): diameter restrictions in Tables QW-452.3, QW-452.4, and QW-452.6 apply to pipe groove qualification tests.
Test Position
Groove: Plate & Pipe >24 in (610 mm) OD
Groove: Pipe ≤24 in (610 mm) OD
Fillet / Tack: Plate & Pipe
1G
F
F
F, H
2G
F, H
F, H
F, H
5G
F, V, O
F, V, O
All
6G
All
All
All
2G and 5G
All
All
All
Special Positions (SP)
SP, F
SP, F
SP, F
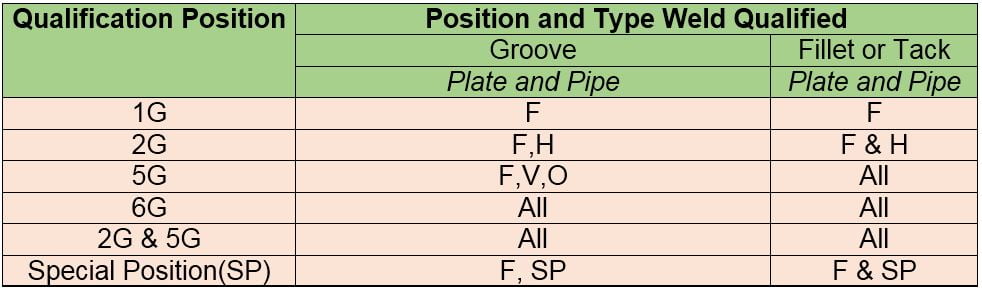
Fig. 7 — Table QW-461.9: Position qualification for Pipe — Groove weld tests. A 6G qualification qualifies All positions on groove welds regardless of pipe OD and All positions on fillet and tack welds. Diameter restrictions still apply per Tables QW-452.3 and QW-452.6.
6G — The Comprehensive Pipe Qualification
The 6G position test is the most widely used pipe qualification in pressure vessel and piping fabrication because it is the most demanding and covers the most production territory. A welder who passes the 6G test on a coupon >2-7/8 in (73 mm) OD qualifies for: All groove weld positions on any pipe or plate; All fillet and tack weld positions; All pipe diameters of 2-7/8 in (73 mm) and above; and all fillet weld thicknesses and sizes. The 2G+5G combination test provides the same position coverage as 6G.
2d) Pipe — Fillet Weld Qualification
See Table QW-461.9 Note (4): diameter restrictions in Tables QW-452.3, QW-452.4, and QW-452.6 apply.
Test Position
Fillet / Tack: Plate & Pipe
1F
F
2F
F, H
2FR
F, H
4F
F, H, O
5F
All
Special Positions (SP)
SP, F
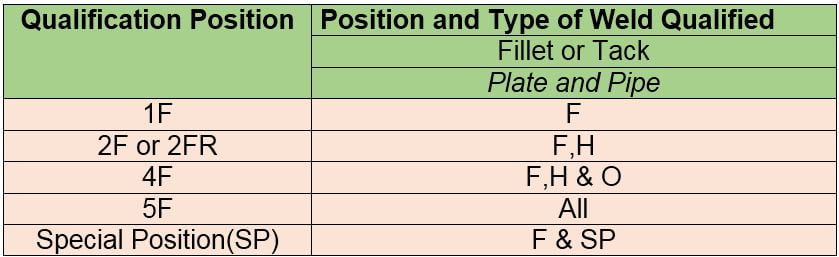
Fig. 8 — Table QW-461.9: Position qualification for Pipe — Fillet weld tests. The 5F test qualifies All fillet and tack weld positions. Diameter restrictions per Tables QW-452.3, QW-452.4, and QW-452.6 apply.
Fig. 9 — Position qualification summary from Table QW-461.9 (ASME Section IX 2025). The 6G pipe groove test (or 2G+5G combination) provides the most comprehensive qualification — All positions on groove welds regardless of pipe OD, and All fillet/tack positions. Diameter limits from QW-452.3 still apply independently.
Additional Rules from QW-303 (ASME Section IX 2025)
QW-303.1 — Groove Weld Qualification Scope
Welders and welding operators who pass the groove weld tests in the positions of Table QW-461.9 are qualified for:
The positions of groove welds shown in Table QW-461.9
Tack welds in joints to be groove or fillet welded, as limited by Table QW-461.9
Fillet welds shown in Table QW-461.9
Fillet welds in all thicknesses and all pipe diameters within the limits of QW-350 or QW-360 and tack welds as limited in Table QW-461.9
QW-303.2 — Fillet Weld Qualification Scope
Welders and welding operators who pass fillet weld tests in the positions of Table QW-461.9 are qualified for:
The positions of fillet welds and tack welds in joints to be fillet welded, as shown in Table QW-461.9
Fillet weld qualification does not qualify groove welds
QW-303.3 — Special Positions
An organisation that does production welding in a special orientation may qualify in that specific orientation. Such qualifications are valid only for the flat position and for the special positions actually tested. An angular deviation of ±15 degrees is permitted in the inclination of the weld axis and rotation of the weld face as defined in Figures QW-461.1 and QW-461.2.
QW-303.4 — Stud-Weld Positions
Qualification in the 4S position also qualifies for the 1S position. Qualification in the 4S and 2S positions together qualifies for all stud weld positions.
Recommended Reference Books
ASME Section IX — Welding, Brazing, and Fusing Qualifications (2025)
The primary code governing all WPQ diameter, position, and thickness qualification. Essential for any ASME pressure equipment fabrication organisation.
Procedure Handbook of Arc Welding — Lincoln Electric
Comprehensive practical reference covering position-specific welding techniques, pipe welding methods, and qualification procedures for all common processes.
Disclosure: WeldFabWorld participates in the Amazon Associates programme (StoreID: neha0fe8-21). If you purchase through these links, we may earn a small commission at no extra cost to you. This helps support free technical content on this site.
Frequently Asked Questions
What is the minimum qualified pipe OD for a welder who qualifies on a coupon between 1 in and 2-7/8 in (25 mm to 73 mm) OD?
Per Table QW-452.3 of ASME Section IX 2025, a welder who qualifies on a groove weld test coupon with an outside diameter between 1 in (25 mm) and 2-7/8 in (73 mm) inclusive is qualified for a minimum outside diameter of 1 in (25 mm) with no upper limit on maximum OD. For coupons less than 1 in (25 mm) OD, the minimum qualified diameter is the “size welded” — the exact OD of the test coupon. For coupons over 2-7/8 in (73 mm), the minimum is 2-7/8 in (73 mm). The maximum is Unlimited across all three bands.
What positions does a welder qualify for when tested on a plate groove weld in the 3G and 4G positions?
Per Table QW-461.9 of ASME Section IX 2025, a welder who qualifies on plate groove weld in the 3G and 4G combined test qualifies for: groove welds in F, V, and O positions on plate and pipe over 24 in (610 mm) OD; groove welds in F position only on pipe 24 in (610 mm) OD and under [Note (3): pipe 2-7/8 in OD and over]; and All positions (F, H, V, O) for fillet and tack welds on plate and pipe. To qualify H on groove welds for pipe ≤24 in OD, the welder also needs a 2G test (the 2G, 3G, and 4G combined test qualifies F and H on those pipe diameters).
What positions are qualified when a welder tests on a pipe groove weld in the 6G position?
Per Table QW-461.9 of ASME Section IX 2025, a welder who qualifies on pipe groove weld in the 6G position is qualified for All positions (F, H, V, O) on groove welds — both on plate and pipe over 24 in (610 mm) OD, and on pipe 24 in (610 mm) OD and under. The 6G test also qualifies All positions for fillet and tack welds. The 2G and 5G combination test provides the same position coverage as 6G. Diameter restrictions from Table QW-452.3 still apply independently — the welder must still have qualified on a coupon meeting the minimum OD requirement for the production pipe. Test your knowledge of WPQ rules with the ASME Section IX quiz.
Do diameter restrictions apply to welding operators performing automatic or machine welding?
No. Diameter restrictions in Tables QW-452.3, QW-452.4, and QW-452.6 apply only to welders performing manual and semi-automatic welding. Welding operators performing automatic or machine welding are not subject to these pipe diameter limitations. Welding operators are qualified under QW-360, and their qualification variables — including any diameter considerations — are governed by those clauses. This distinction matters in highly automated pipe spool fabrication environments where orbital TIG machines or mechanised SAW systems are used.
For a set-on nozzle weld, which diameter is used to determine the qualified range from Table QW-452.3?
Per QW-403.16(a) of ASME Section IX 2025, for a groove weld attaching a set-on nozzle or branch where the weld preparation is on the nozzle or branch, the diameter range qualified from Table QW-452.3 is based on the nozzle or branch pipe OD — not the shell, head, or run pipe OD. For a set-in nozzle per QW-403.16(b), where the weld preparation is on the shell, head, or run pipe, the qualified range is based on the shell, head, or run pipe OD. This distinction is critical because small nozzles (NPS 1, NPS 2) have ODs well below the 2-7/8 in (73 mm) threshold, requiring a separate small-bore pipe qualification. See the tube-to-tubesheet qualification guide for related small-diameter tube requirements.
What positions are qualified for a welder tested on a pipe fillet weld in the 5F position?
Per Table QW-461.9 of ASME Section IX 2025, a welder who qualifies on pipe fillet weld in the 5F position qualifies for All positions (F, H, V, O) of fillet and tack welds on plate and pipe. The 5F test is the most comprehensive single fillet weld test available. Diameter restrictions from Tables QW-452.3, QW-452.4, and QW-452.6 still apply per Table QW-461.9 Note (4). Unlike groove weld qualification, a fillet weld test does not qualify groove weld positions.
Can a welder qualified on a groove weld also weld fillet welds in all thicknesses and all pipe diameters?
Yes. Per QW-303.1 of ASME Section IX 2025, welders who pass the groove weld test are qualified to make fillet welds in all thicknesses and all pipe diameters within the limits of QW-350 or QW-360 and tack welds as limited in Table QW-461.9. Table QW-452.6 confirms this: any groove test qualifies all fillet sizes, all base material thicknesses, and all diameters. The groove weld diameter restriction in Table QW-452.3 (minimum OD) still applies to groove welding on pipe — but for fillet welding, there is no separate diameter restriction when the qualification was achieved through a groove weld test. For the related topic of weld metal deposit thickness, see the PQR and WPQ thickness qualification range guide.
What is the tack weld diameter rule under ASME Section IX 2025?
Per Table QW-461.9 Note (2) of ASME Section IX 2025, tack welds are not limited by pipe or tube diameter when their aggregate length does not exceed 25% of the weld circumference. This means a welder’s pipe diameter qualification from Table QW-452.3 does not apply to tack welds as long as the total tack weld length stays within the 25% of circumference limit. Position limits from Table QW-461.9 still apply to tack welds — a welder can only tack weld in positions for which they are qualified.