Tungsten Electrodes for TIG Welding — Complete Guide with Colour Chart
Tungsten electrodes are the defining consumable of TIG welding (GTAW). Unlike every other arc process where the electrode melts into the weld, GTAW uses a non-consumable tungsten electrode that merely conducts current and sustains the arc. The electrode type you select — pure tungsten, thoriated, ceriated, lanthanated, or zirconiated — directly governs arc stability, starting behaviour, current-carrying capacity, electrode life, and ultimately the quality of the weld deposit. Choosing incorrectly is one of the most common causes of poor-quality TIG welds: arc wander, tungsten inclusions, premature tip erosion, and difficult arc starts all trace back to a mismatched electrode.
All TIG tungsten electrodes are classified under two parallel standards: AWS A5.12 / ASME SFA-5.12 (used primarily in North America and ASME code work) and ISO 6848 (used in Europe and international fabrication). Each standard assigns a unique designation code and a colour band to every electrode type. The colour band identifies the oxide addition at a glance — even through packaging — making correct selection fast and reliable on the shop floor.
This guide covers all commercially significant tungsten electrode types in depth: their metallurgical composition, the science behind each oxide addition, the operating characteristics on AC and DC, current capacity ratings, tip preparation techniques, and a selection decision matrix that maps electrode type to material, thickness, and power source. Whether you are qualifying a formal Welding Procedure Specification under ASME Section IX or simply trying to stop your tungsten from balling up on every pass, the information below will give you a complete, technically grounded understanding of TIG tungsten selection.
Why Tungsten? Physical and Electrical Properties
Tungsten (chemical symbol W, from the German Wolfram) is the only metal with the combination of properties required to survive the arc environment of GTAW without melting:
- Melting point: 3,422°C — the highest of all pure metals, far above the arc temperature experienced at the electrode tip during normal welding
- Boiling point: 5,555°C — ensuring negligible evaporation during welding
- Electron work function: 4.55 eV for pure tungsten; reduced by rare-earth oxide additions, which improves electron emission and lowers the arc ignition voltage
- Electrical resistivity: 53 nΩ·m at 20°C, increasing with temperature, which provides self-limiting heating behaviour
- Density: 19.3 g/cm³ — nearly as dense as gold, which means even small inclusions in a weld are highly visible on radiographic film
The addition of metal oxides (ThO₂, CeO₂, La₂O₃, ZrO₂, Y₂O₃) to the tungsten matrix significantly reduces the electron work function of the tip surface. A lower work function means electrons are emitted more readily at lower temperatures, which translates directly to easier arc starting, more stable arc columns, and greater current-carrying capacity for a given electrode diameter. This is the electrochemical basis for why every rare-earth doped electrode outperforms pure tungsten on DC.
Standards and Classification System
The two governing standards for TIG tungsten electrodes are AWS A5.12 / ASME SFA-5.12 (American Welding Society) and ISO 6848 (International Organization for Standardization). Although both standards classify the same electrode families, their designation systems differ in format. In ASME procedure qualification records (PQRs), electrodes are referenced by their AWS/SFA classification.
Types of Tungsten Electrodes — Detailed Reference
Below is a comprehensive description of each electrode type, including its metallurgical basis, performance characteristics, and the welding scenarios it is best suited to.
Pure Tungsten — Green (EWP / WP)

Pure tungsten electrodes contain 99.5% tungsten with no oxide additions. They carry the lowest current capacity of all tungsten types at a given diameter and have a higher electron work function, meaning arc starting is harder and the arc column is less stable compared to doped types on DC. On AC, however, the behaviour is well-suited to aluminium welding: the electrode tip naturally forms a smooth, stable hemisphere (balled end) as the electrode-positive half-cycle heats the tip. This ball shape concentrates the arc and provides consistent, repeatable arc behaviour throughout the weld.
- Principal oxide: None (99.5% W minimum)
- AWS classification: EWP
- ISO classification: WP
- Colour code: Green
- Best current type: AC (sine wave, for aluminium and magnesium)
- Not recommended for: DC welding; inverter-based AC with square wave
Thoriated Tungsten — Red / Yellow (EWTh-2 / WT20 and EWTh-1 / WT10)

Thoriated tungsten electrodes contain either 1% (EWTh-1/WT10, yellow band) or 2% (EWTh-2/WT20, red band) thorium dioxide (ThO₂) dispersed uniformly through the tungsten matrix. Thorium oxide dramatically lowers the electron work function of the tip surface, producing excellent arc starts, exceptional arc stability, and the highest current-carrying capacity of any tungsten type at a given diameter. The WT20 (red) is the most commercially significant variant and remains the default choice for DC TIG welding of carbon steel, low-alloy steel, stainless steel, nickel alloys, titanium, and copper in many industrial settings.
- Principal oxide: EWTh-1/WT10: 0.8–1.2% ThO₂; EWTh-2/WT20: 1.7–2.2% ThO₂
- AWS classification: EWTh-1 (yellow), EWTh-2 (red)
- ISO classification: WT10 (yellow), WT20 (red)
- Colour codes: Yellow (1%) / Red (2%)
- Best current type: DCEN (DC electrode negative)
- Not recommended for: AC welding (overheats rapidly)
Ceriated Tungsten — Grey (EWCe-2 / WC20)

Ceriated tungsten contains approximately 2% cerium oxide (CeO₂). Cerium oxide is non-radioactive, highly effective at reducing the electron work function of the tungsten tip, and stable at welding temperatures. EWCe-2/WC20 was originally colour-coded orange, but the ISO and AWS standards updated the colour to grey to avoid confusion with other electrodes; older orange-banded stock is the same material.
Ceriated electrodes perform exceptionally well at low amperages (below 80 A), making them the preferred choice for precision TIG on thin stainless steel sheet, instrumentation tubing, heat exchangers, and orbital welding applications. They are equally effective on AC and DC, handle inverter power sources well, and are now the most common replacement for thoriated tungsten in industries where radioactive material handling is restricted (pharmaceutical, food, semiconductor).
- Principal oxide: 1.8–2.2% CeO₂
- AWS classification: EWCe-2
- ISO classification: WC20
- Colour code: Grey (formerly orange)
- Best current type: AC and DCEN; excellent on inverter machines
- Strengths: Non-radioactive; superior low-amperage performance; long tip life
Lanthanated Tungsten — Black, Gold, Blue (EWLa-1/WL10, EWLa-1.5/WL15, EWLa-2/WL20)
Lanthanated electrodes contain lanthanum oxide (La₂O₃) in three standard concentrations. Like cerium oxide, lanthanum oxide is non-radioactive. The three colour codes correspond to three oxide loading levels:
- Black (EWLa-1 / WL10): 0.8–1.2% La₂O₃
- Gold (EWLa-1.5 / WL15): 1.3–1.7% La₂O₃
- Blue (EWLa-2 / WL20): 1.8–2.2% La₂O₃
Lanthanated electrodes are widely regarded as the best all-round performance electrode type. They combine outstanding arc start reliability, excellent arc stability over a wide current range, low erosion rates, and superior re-ignition capability after a momentary arc interruption. The 1.5% gold variant (WL15/EWLa-1.5) is particularly popular in precision fabrication and motorsport because it maintains a stable pointed tip even at high amperages on DC.
On AC, all three lanthanated grades function well on modern inverter machines. The WL20 (blue) is increasingly specified for AC aluminium welding as an alternative to pure or zirconiated tungsten, holding a semi-balled tip that combines cleaning action with focussed penetration.
- Best current type: AC and DCEN; excellent on all power sources
- Strengths: Non-radioactive; widest current range; best re-ignition; stable tip
- Applications: All materials; particularly excellent for stainless steel, titanium, nickel alloys, and aluminium on inverters
Zirconiated Tungsten — Brown, White (EWZr-1/WZ3 and WZ8)
Zirconiated tungsten contains zirconium oxide (ZrO₂) in low concentrations. Its principal advantage is the formation of a stable, rounded balled end during AC welding that minimises tungsten spitting — the ejection of tiny tungsten droplets into the weld pool, which would otherwise cause tungsten inclusions detectable on radiograph. This makes zirconiated electrodes the most reliable choice for AC TIG welding on aluminium and magnesium where weld radiographic cleanliness is a quality requirement.
- Brown (EWZr-1 / WZ3): 0.15–0.50% ZrO₂
- White (EWZr-8 / WZ8): 0.70–0.90% ZrO₂
- Best current type: AC only (cannot be used on DC)
- Strengths: Minimum tungsten contamination in AC aluminium welding; stable ball formation; high current capacity on AC
- Not suitable for: DC welding; square-wave inverter AC at frequencies above 150 Hz
Purple Rare-Earth Tungsten — Violet (WY20 / Yttrium)
The violet-banded yttrium tungsten (WY20, approximately 2% Y₂O₃) is a relatively recent addition to the electrode range. It is non-radioactive, produces an exceptionally narrow, stable arc cone, and is particularly well-suited to high-precision GTAW of stainless steel and nickel alloys where a focused, penetrating arc at low heat input is required. It is not widely stocked by general suppliers but is increasingly specified in semiconductor and medical device fabrication.
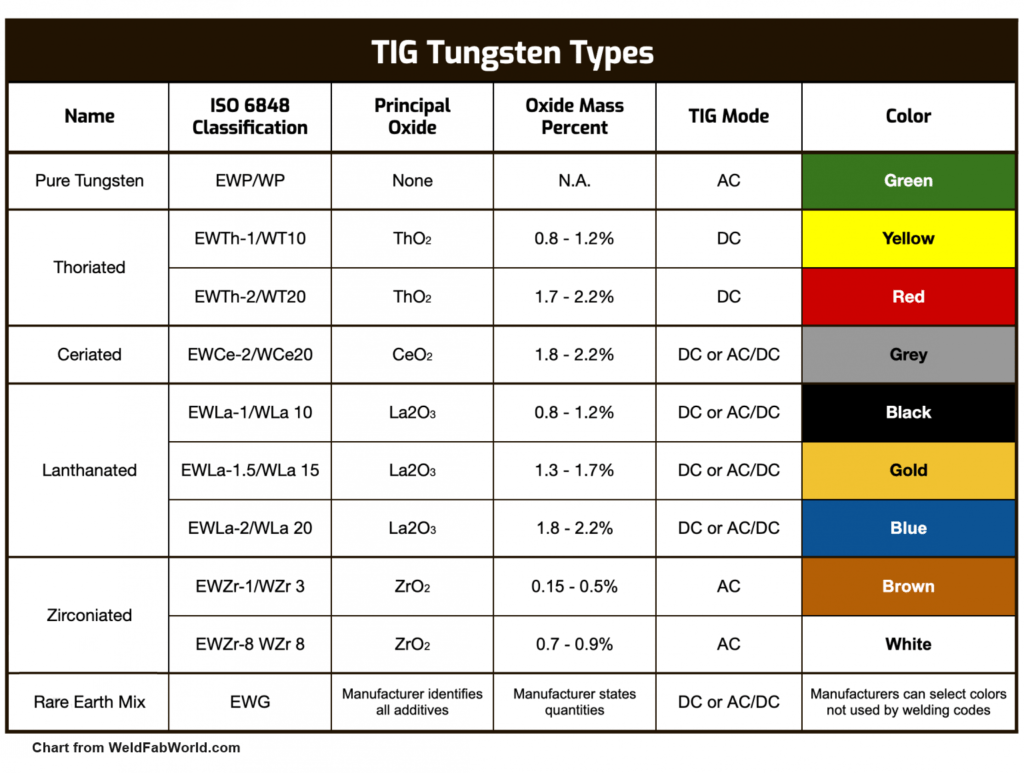
Complete Colour Reference Chart — AWS A5.12 and ISO 6848
| Colour Band | AWS Class | ISO Class | Principal Oxide | Oxide % | Polarity | Primary Application | Radioactive? |
|---|---|---|---|---|---|---|---|
| Green | EWP | WP | None (pure) | — | AC | Al, Mg (sine-wave AC) | No |
| Yellow | EWTh-1 | WT10 | ThO₂ | 0.8–1.2% | DCEN | Steel, SS, Ni alloys | Yes — mild |
| Red | EWTh-2 | WT20 | ThO₂ | 1.7–2.2% | DCEN | Steel, SS, Ni, Ti (highest use DC) | Yes — mild |
| Grey | EWCe-2 | WC20 | CeO₂ | 1.8–2.2% | AC / DCEN | SS, Al, Ni, Cu, Ti; low-amp precision | No |
| Black | EWLa-1 | WL10 | La₂O₃ | 0.8–1.2% | AC / DCEN | All materials; general purpose | No |
| Gold | EWLa-1.5 | WL15 | La₂O₃ | 1.3–1.7% | AC / DCEN | All materials; precision DC; motorsport | No |
| Blue | EWLa-2 | WL20 | La₂O₃ | 1.8–2.2% | AC / DCEN | All materials; inverter AC aluminium | No |
| Brown | EWZr-1 | WZ3 | ZrO₂ | 0.15–0.50% | AC only | Al, Mg (AC with min. contamination) | No |
| White | EWZr-8 | WZ8 | ZrO₂ | 0.70–0.90% | AC only | Al, Mg (higher-current AC) | No |
| Violet | — | WY20 | Y₂O₃ | ~2.0% | DCEN | SS, Ni alloys; high-precision work | No |
Current Capacity and Electrode Diameter Selection
Matching electrode diameter to the welding current is as important as selecting the correct electrode type. An undersized electrode erodes rapidly and contaminate the weld; an oversized electrode produces an unstable, wide arc that reduces penetration control. The tables below give practical current ranges for the two most commonly used electrode types. For detailed parameter derivation, use the TIG Settings Calculator.
EWTh-2 / WT20 (Thoriated) — DC Current Capacity (DCEN)
| Electrode Diameter | Min. Current (A) | Max. Current (A) | Typical Application |
|---|---|---|---|
| 0.5 mm (0.020 in) | 2 | 20 | Micro-TIG, fine instrumentation |
| 1.0 mm (0.040 in) | 15 | 75 | Thin sheet, root passes in small bore pipe |
| 1.6 mm (1/16 in) | 40 | 150 | Light fabrication, tube welding |
| 2.4 mm (3/32 in) | 100 | 250 | General pipe and pressure vessel welding |
| 3.2 mm (1/8 in) | 150 | 400 | Heavy section root and hot pass |
| 4.0 mm (5/32 in) | 200 | 500 | High-amperage automatic GTAW |
EWP / WP (Pure Tungsten) — AC Current Capacity
| Electrode Diameter | Min. Current (A) | Max. Current (A) | Typical Application |
|---|---|---|---|
| 1.6 mm (1/16 in) | 20 | 60 | Thin aluminium sheet |
| 2.4 mm (3/32 in) | 60 | 120 | Aluminium up to ~3 mm |
| 3.2 mm (1/8 in) | 100 | 180 | Aluminium 3–8 mm |
| 4.0 mm (5/32 in) | 150 | 240 | Heavier aluminium fabrication |
| 4.8 mm (3/16 in) | 190 | 310 | Thick aluminium structural work |
Electrode Preparation — Grinding, Balling, and Contamination
DC Welding: Grinding the Truncated Cone
For all DC GTAW applications (steel, stainless, titanium, nickel alloys, copper), the tungsten must be ground to a clean, smooth truncated cone before welding. The procedure:
- Secure the electrode in a chuck or hold it firmly. Never freehand grind at an angle that produces circumferential (spiral) scratch marks.
- Hold the electrode so you grind longitudinally — along the axis of the electrode, producing axial scratch marks. Circumferential grooves cause the arc to spiral around the tip and wander unpredictably.
- Grind to an included half-angle of 15–30° (full cone angle 30–60°). A steeper (more pointed) angle concentrates heat for deep penetration on thicker sections; a shallower (flatter) cone angle distributes heat for thin material.
- Finish with a small flat at the tip — approximately 10–20% of the electrode diameter. A razor-sharp point burns back rapidly; the flat provides a defined emission area and extends tip life.
- Use a dedicated tungsten grinder or a clean, fine-grit diamond wheel reserved solely for tungsten. Contaminated wheels introduce impurities into the electrode surface.
AC Welding: Allowing the Ball to Form
For AC welding with pure tungsten (green, EWP/WP) or zirconiated tungsten (brown/white, EWZr), do not grind the tip to a point. Start with a clean, blunt (flat-cut) end. Strike the arc on a copper run-on plate or scrap piece and allow the electrode-positive half-cycle to form the ball naturally. The ball should be smooth, bright, and hemispherical. If the ball grows to more than 1.5 times the electrode diameter, reduce the AC balance (increase the electrode-negative ratio) to reduce overheating. An excessively large ball will eventually drop into the weld pool, causing a tungsten inclusion.
Identifying and Responding to Contamination
A contaminated tungsten shows visible signs: the tip turns dark (oxidised), develops an irregular, asymmetric ball, or has a rough, pitted surface. Weld quality consequences include arc wander, tungsten inclusions in the deposit, and radiographic indications. The moment contamination is identified:
- Stop welding immediately.
- For contamination by contact with the weld pool or filler wire: break off the contaminated tip by snapping it against the torch body using the copper plate, or use purpose-made tungsten breaker pliers. Re-grind the fresh break.
- For oxidation contamination: re-grind the entire tip.
- Check gas pre-flow and post-flow settings before resuming — contamination from oxidation is almost always caused by insufficient argon shielding of the hot electrode after the arc is extinguished.
Electrode Selection Decision Matrix
| Material | Polarity / Current | First Choice | Alternative | Notes |
|---|---|---|---|---|
| Carbon & Low-Alloy Steel | DCEN | Red EWTh-2 | Grey EWCe-2 / Gold EWLa-1.5 | Ceriated/lanthanated preferred where ThO₂ restricted |
| Austenitic Stainless Steel | DCEN | Grey EWCe-2 | Gold EWLa-1.5 | Low-amperage precision; orbital welding |
| Duplex & Super-Duplex SS | DCEN | Grey EWCe-2 | Red EWTh-2 | Strict heat input control; see duplex welding guide |
| Nickel Alloys (625, 825, Inconel) | DCEN | Red EWTh-2 | Grey EWCe-2 | High current capacity needed for full fusion |
| Titanium (all grades) | DCEN | Grey EWCe-2 | Gold EWLa-1.5 | Trailing shield mandatory; pure electrode not used |
| Aluminium (sine-wave AC) | AC | Green EWP | Brown EWZr-1 | Allow ball end to form naturally |
| Aluminium (inverter AC) | AC | Brown EWZr-1 | Blue EWLa-2 | Pointed tip viable on inverter with adjusted balance |
| Copper & Copper Alloys | DCEN | Gold EWLa-1.5 | Red EWTh-2 | High thermal conductivity requires maximum heat input |
| P91 / Cr-Mo Steel | DCEN | Red EWTh-2 | Grey EWCe-2 | Root passes; see P91 welding requirements |