Why Hot Cracking Occurs in Welds and How to Prevent It
Hot cracking is one of the most serious metallurgical weld defects encountered in fabrication. Unlike hydrogen-induced cold cracking, which develops hours or days after welding, hot cracking occurs at elevated temperature — either during solidification of the weld pool or in the heat-affected zone while the material is still well above ambient temperature. The cracks form because low-melting liquid films persist at grain boundaries even as the surrounding metal solidifies, and these films are torn apart by the inevitable shrinkage stresses of welding. The result can be a weld that looks sound on the surface but contains a network of centreline or boundary cracks that fundamentally compromise structural integrity.
Hot cracking affects a wide range of materials — carbon steels with high sulfur or phosphorus, fully austenitic stainless steels, nickel-base alloys, aluminium alloys, and cast irons — making it a relevant concern across petrochemical, power generation, aerospace, and structural fabrication. This guide covers the two main types of hot cracking (solidification cracking and liquation cracking), their underlying metallurgical mechanisms, the compositional and process factors that drive susceptibility, and the proven engineering strategies used to prevent cracking in practice. Code and standard references are included throughout.
What Is Hot Cracking?
Hot cracking is defined as the formation of cracks in or adjacent to a weld while the metal is still at elevated temperature — typically above 1000°C for steels. The term is an umbrella covering two distinct but related phenomena: solidification cracking (occurring within the weld metal) and liquation cracking (occurring in the heat-affected zone). In both cases, the driving mechanism is the same: a thin film of liquid metal remains at a grain boundary or solidification front boundary, and welding-induced shrinkage stress tears that film apart before it can solidify and gain strength.
The term “solidification cracking” is often used interchangeably with hot cracking in common usage, though technically it refers specifically to cracks within the weld deposit. Regardless of type, hot cracks are characterised by their intergranular fracture path (they follow grain boundaries), their high-temperature origin, and their typically tortuous, dendritic fracture surface appearance when examined metallographically. They are among the most critical weld discontinuities because they can be difficult to detect by standard non-destructive testing and can propagate in service.
Types of Hot Cracking: Solidification vs. Liquation
Solidification Cracking
Solidification cracking takes place within the weld metal itself, during the final stages of solidification. As the weld pool cools, dendrites grow inward from the fusion boundary. Between the dendrite tips at the advancing solidification front, the remaining liquid is enriched in low-melting solutes — particularly sulfur, phosphorus, silicon, and carbon — that were rejected during solidification because of their low solid solubility. These solute-enriched liquids form eutectic films with very low melting points, sometimes hundreds of degrees below the primary solidus temperature of the steel.
As solidification progresses, the surrounding solid metal contracts. If the shrinkage stress exceeds the strength of these thin liquid films — which have essentially zero tensile strength — the films tear apart, creating a crack. Because the liquid is concentrated along the centreline where the solidification fronts from opposite walls finally meet, the resulting crack is almost always longitudinal along the weld centreline. In some cases, particularly under high transverse stress, cracks can also form transversely across the weld.
Liquation Cracking
Liquation cracking occurs not in the weld deposit but in the partially melted zone (PMZ) — the narrow band of base metal immediately outside the fusion boundary that has been heated above the incipient melting temperature of its grain boundary phases. In this zone, low-melting grain boundary constituents (sulfides, phosphides, NbC and TiC precipitates in nickel alloys, copper-bearing phases in some steels) melt during the welding thermal cycle even though the bulk material temperature is below the nominal solidus. When the temperature drops, these grain boundary films attempt to solidify, but the shrinkage stress from the cooling weld may tear them open before they can re-solidify fully.
Liquation cracking is most common in nickel-base superalloys, high-strength precipitation-hardened alloys, and heavily restrained multipass welds in thick section steels. It is also seen in the HAZ of austenitic stainless steels with high delta ferrite content where sigma-phase or carbide grain boundary films can liquefy at temperatures below the nominal solidus.
Root Causes of Hot Cracking
Three fundamental factors must combine for hot cracking to occur: (1) a liquid film at a grain boundary or solidification front that has insufficient strength, (2) a stress or strain applied to that film before it can solidify, and (3) insufficient liquid metal to “heal” the incipient crack by backfilling. Removing any one of these three conditions eliminates or greatly reduces cracking risk.
1. Impurity Elements — Sulfur and Phosphorus
Sulfur (S) and phosphorus (P) are the primary culprits in hot cracking of carbon and low-alloy steels. Both elements have very low solid solubility in austenite and are strongly rejected to the solidification front, where they form eutectic compounds with iron at temperatures far below the steel solidus:
Silicon (Si), while not as harmful as S or P, also forms low-melting eutectics and widens the solidification range. Boron (B), even in trace amounts, is highly detrimental in nickel alloys and some martensitic steels — it strongly segregates to grain boundaries and drastically lowers the grain boundary melting temperature.
2. Weld Metal Composition and Solidification Mode
Beyond impurity content, the overall alloy composition determines the solidification temperature range and the solidification mode — both of which govern hot cracking susceptibility. A wider solidification temperature range means more time spent in the brittle temperature range (BTR) where the weld is a mixture of liquid and solid with negligible ductility. Materials with wide BTRs are inherently more vulnerable to hot cracking because there is more time for stresses to develop and more opportunity for the liquid films to be disrupted.
Austenitic stainless steels are a critical case. When the weld deposit solidifies entirely as austenite (FA mode is absent and weld solidifies as AF or A mode), sulfur and phosphorus have very limited solubility and form persistent boundary films. The standard preventive measure is to ensure the weld deposit contains 3 to 8 ferrite numbers (FN) of delta ferrite through control of the Creq/Nieq ratio. See our detailed guide to delta ferrite in stainless steel welding for the Schaeffler and WRC-1992 diagrams used for this calculation.
| Alloy Family | Primary Solidification Mode | Hot Crack Susceptibility | Key Harmful Elements | Primary Prevention |
|---|---|---|---|---|
| Carbon & low-alloy steel | Ferritic (delta-ferrite first) | Low (if S, P controlled) | S, P, Si | Limit S <0.010%, P <0.015% |
| Austenitic SS (low ferrite) | Austenitic (A or AF mode) | High | S, P, Si, Nb | Target 3–8 FN delta ferrite |
| Austenitic SS (FA mode) | Ferritic-austenitic (FA) | Low | S, P | Control Creq/Nieq > 1.52 |
| Duplex stainless steel | Ferritic first | Low | S, P | Composition control |
| Nickel-base alloys | Austenitic | High | S, P, B, Nb, Si | Low impurities, filler selection |
| Aluminium alloys | Dendritic | Moderate–High | Cu, Mg (composition range) | Avoid crack-sensitive compositions |
| Carbon steel (high S) | Ferritic | Moderate | S > 0.030% | Filler with high Mn/S ratio (>25) |
3. Weld Bead Geometry — Width-to-Depth Ratio
The shape of the weld bead profoundly affects hot cracking susceptibility. In a deep, narrow bead (low width-to-depth ratio, W/D < 1.0), both solidification fronts meet at the centreline simultaneously, concentrating impurities and eutectic films in a continuous liquid seam along the exact centreline. The full transverse shrinkage stress acts on this seam, and the geometry provides no “escape route” for the liquid. The result is highly favourable conditions for longitudinal centreline cracking.
A wider, flatter bead (W/D > 1.5) disperses the liquid film over a larger area, reduces the centreline stress concentration, and allows a more gradual solidification front convergence that gives the liquid time to backfill. For this reason, reducing current (and therefore penetration) or using weave or oscillation techniques that produce wider beads is a direct and effective countermeasure to hot cracking.
4. Restraint and Welding Stress
Even if composition is well controlled, extreme restraint can cause hot cracking in materials that would otherwise be safe. High restraint situations — such as long, continuous welds in thick plate, rigid fixtures, or welds late in a complex joint sequence — generate higher shrinkage forces that increase the strain on the solidifying pool. Joint design, welding sequence, and fixturing all influence restraint level. Back-stepping, balanced welding sequences, and avoiding rigid fixtures wherever possible all reduce restraint-induced cracking risk.
5. Insufficient Liquid Metal Feed (Solidification Shrinkage)
As metal solidifies, it contracts — steel contracts approximately 3% volumetrically during solidification. If liquid metal cannot flow into the interdendritic channels fast enough to compensate for this shrinkage, voids or tears develop. This is particularly a problem in welds with poor bead geometry where liquid metal from the weld pool cannot reach the centreline area quickly enough, and in alloys with wide solidification ranges where the mushy zone (solid + liquid region) is extensive and restricts liquid flow.
The Brittle Temperature Range (BTR)
The Brittle Temperature Range (BTR) is the temperature interval within which the solidifying weld metal has essentially zero ductility — it is too solid to flow and heal cracks by liquid backfill, but too rich in liquid films to sustain any tensile stress without cracking. The BTR is bounded at the top by the coherent solidus (the temperature at which dendrites form a continuous solid skeleton) and at the bottom by the temperature at which the last liquid films finally solidify and the weld metal regains measurable ductility.
The wider the BTR, the greater the hot cracking susceptibility, because there is more time for shrinkage stresses to accumulate while the material is incapable of plastic deformation to accommodate them. For ordinary carbon steel with low sulfur, the BTR is narrow (≈50–100°C). For fully austenitic stainless steels or nickel alloys with grain boundary segregants, the BTR can be 200–400°C wide — meaning the weld spends a much longer time in the vulnerable state.
Materials Most Susceptible to Hot Cracking
Fully Austenitic Stainless Steels
Fully austenitic grades (such as 310, 330, and 904L) and high-alloy austenitic welds that solidify in the A or AF mode are among the most hot crack-susceptible materials in engineering use. The fully austenitic solidification mode means there is no delta ferrite phase to absorb S and P, so these impurities concentrate entirely at austenite grain boundaries as low-melting sulfide and phosphide films. These steels also tend to have relatively wide solidification temperature ranges.
For standard 304/316 grades, the target is to maintain the Creq/Nieq ratio above approximately 1.52 (WRC-1992 diagram) to ensure primary ferritic solidification (FA mode). Our guide on welding duplex stainless steels discusses the related topic of ferrite balance in detail. For fully austenitic grades where ferrite cannot be used (because ferrite causes sigma phase embrittlement or reduces corrosion resistance), filler selection must focus on minimising S + P + Si content and matching the base metal solidification characteristics as closely as possible.
Nickel-Base Alloys
Nickel alloys (Inconel 625, Inconel 82/182, Hastelloy C-276) are notoriously susceptible to hot cracking because nickel itself has very low tolerance for sulfur at grain boundaries — sulfur depresses the grain boundary melting point dramatically even at concentrations of a few parts per million. Boron, added to many nickel alloys for creep strength, also causes severe liquation cracking in the HAZ by melting at grain boundaries. Welding these alloys requires the highest-purity filler metals, minimum heat input, and often special joint designs to reduce restraint. See our guide on high-temperature alloy welding requirements for related discussion.
Aluminium Alloys
Several aluminium alloy series — particularly the 2xxx (Al-Cu) and 7xxx (Al-Zn-Mg-Cu) series — are highly susceptible to hot cracking because their Cu and Zn content produces eutectic phases with very wide solidification ranges. The 6xxx series alloys (Al-Mg-Si) are moderately susceptible. The 4xxx and 5xxx series are generally weldable without significant hot cracking risk. Filler metal selection is critical: matching or alloying the filler to move the overall composition away from the hot crack-susceptible range (by adding Si or Mg in excess) is the primary prevention strategy.
High-Sulfur Free-Machining Steels
Free-machining steels such as AISI 1215 or 12L14 have sulfur contents of 0.15–0.35% — vastly higher than the <0.010% target for weldability. These grades are essentially unweldable by standard arc welding processes without severe hot cracking. When welding of such steels is unavoidable, using high-nickel filler metals (which can dissolve more sulfide into a stable phase) and very low heat input is necessary, but results are generally poor.
Prevention of Hot Cracking — Engineering Strategies
Hot cracking prevention is most effective when addressed at multiple levels simultaneously: material composition, filler metal selection, process parameters, and joint design. The following strategies represent the current engineering consensus.
1. Reduce Heat Input
Lower heat input produces a faster cooling rate, which reduces the time the weld spends in the BTR and narrows the solidification temperature range experienced in practice. Lower heat input also tends to produce shallower, wider beads (better W/D ratio) when combined with reduced current. Use the MIG/GMAW settings calculator or TIG/GTAW settings calculator to optimise heat input for your application.
2. Control Weld Metal Composition
Controlling S, P, Si, and other low-melting eutectic formers in the weld deposit is the single most effective long-term prevention strategy. This is achieved through filler metal selection (low-S, low-P fillers are specified for critical applications), shielding gas selection (avoid high-oxygen or CO&sub2;-rich gases that burn off Mn and increase susceptibility), and ensuring clean base metal surfaces free of sulfur-bearing contaminants (cutting fluids, marking paints).
For austenitic stainless steel, the delta ferrite content must be controlled within the 3–8 FN target range using the WRC-1992 or Schaeffler diagram. Select filler metals with known ferrite potential (check the consumable ferrite number from the manufacturer’s test data or from the consumable nomenclature guide).
3. Maintain Adequate Manganese/Sulfur Ratio
In carbon and low-alloy steels, manganese (Mn) reacts preferentially with sulfur to form MnS, which has a much higher melting point (~1600°C) than FeS (~988°C). This converts the damaging iron-sulfide eutectic film into a relatively harmless solid inclusion. A Mn/S ratio above 25 in the weld deposit is generally considered adequate to control sulfur-related hot cracking in structural steels. Most modern low-hydrogen electrodes and solid GMAW wires are formulated to achieve this ratio.
4. Optimise Weld Bead Geometry
Target a width-to-depth ratio greater than 1.5. Practical measures include: reducing welding current to reduce penetration, increasing travel speed to reduce bead depth, using oscillation or weave technique to widen the bead, or changing from a single wide bead to multiple narrower passes. For submerged arc welding (SAW) — which produces the deepest, narrowest beads of any common process — special attention to W/D is essential; our SAW process guide discusses parameter selection in detail.
5. Reduce Joint Restraint
Plan welding sequences to minimise restraint during solidification. Use back-step welding where possible. On long joints, weld from the centre outward to allow some movement. Avoid welding into corners or fully fixed joints wherever design permits. Tacking too many joints before welding creates a highly restrained network — consider partial fixturing that allows controlled movement during welding.
6. Filler Metal Selection
Always select filler metals specifically rated and tested for resistance to hot cracking in your alloy system. For austenitic stainless, use fillers with known ferrite potential and low Si content. For nickel alloys, use fillers with guaranteed maximum S + P + B limits. For aluminium, use 4043 or 5356 filler depending on base metal series, avoiding fillers that would push the deposit into hot crack-sensitive composition ranges.
| Prevention Strategy | Effectiveness | Applicability | Implementation |
|---|---|---|---|
| Reduce S and P in deposit | Very High | All steels | Filler metal spec., clean base metal |
| Control delta ferrite (3–8 FN) | Very High | Austenitic SS | Creq/Nieq control via filler selection |
| Maintain Mn/S > 25 | High | Carbon & low-alloy steel | Filler chemistry, shielding gas |
| W/D ratio > 1.5 | High | All processes | Current, speed, oscillation control |
| Reduce heat input | Moderate–High | All materials | Process parameter control |
| Reduce joint restraint | Moderate | All materials | Sequence planning, fixturing |
| Preheat | Limited (for hot cracking) | Carbon steels | Indirect benefit via wider bead |
| Filler metal with low BTR | High | Ni-alloys, Al-alloys | Consult supplier data sheets |
Detection of Hot Cracking During Inspection
Hot cracks must be detected and evaluated against the acceptance criteria of the applicable construction code. The following non-destructive testing methods are used, in approximate order of sensitivity to surface versus subsurface hot cracks:
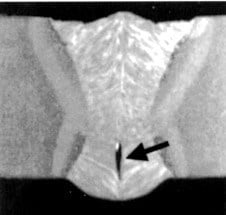
- Visual Examination (VT): Surface-breaking centreline hot cracks in completed welds are often visible to the naked eye or under low magnification (10x loupe). Inspection under oblique lighting improves detection. VT is the first-line method but only detects surface-breaking discontinuities.
- Liquid Penetrant Testing (PT/LPT): Highly sensitive to surface-breaking hot cracks. The intergranular crack path produces fine, intermittent indications along the weld centreline. Solvent-removable or fluorescent penetrants are used per ASME Section V Article 6 or ASTM E165.
- Magnetic Particle Testing (MT): For ferritic and martensitic steels, MT provides good sensitivity for surface and near-surface centreline cracks. Not applicable to fully austenitic stainless steels or nickel alloys (non-magnetic).
- Radiographic Testing (RT): Hot cracks appear as fine, irregular dark lines along the weld centreline on the radiograph. RT is more effective for larger solidification cracks; fine, tight liquation cracks may not be visible. Performed per ASME Section V Article 2.
- Ultrasonic Testing (UT): Conventional UT is less sensitive to planar, fine-faced hot cracks. Phased array UT (PAUT) or TOFD provides significantly better detection, particularly in thick sections where RT penetration is limited.
- Metallographic Examination: Sectioning, polishing, and etching of test coupons provides the most reliable identification of hot crack type, morphology, and location. Used for procedure qualification and failure analysis.
For pressure vessel and piping applications, all weld repairs must be re-examined using the same NDE methods as the original weld. The weld repair procedure must address the root cause of the hot cracking — simply re-welding without process or material changes will result in repeat cracking. See our guide to welding defects types and remedies for a broader overview of weld discontinuity management.
Hot Cracking in Relation to Cold Cracking
It is important not to confuse hot cracking with hydrogen-induced cold cracking (HICC), also called hydrogen-assisted cracking (HAC) or delayed cracking. Although both result in cracks in or near the weld, the mechanisms, timing, and prevention strategies are fundamentally different:
| Property | Hot Cracking | Cold Cracking (HICC) |
|---|---|---|
| Temperature of occurrence | Above 1000°C (during solidification) | Below 300°C (often at ambient) |
| Timing | During or immediately after welding | Hours to days after welding |
| Primary cause | Low-melting eutectic films + shrinkage stress | Hydrogen + hard microstructure + stress |
| Location | Weld centreline, HAZ grain boundaries | HAZ, weld root, weld toe |
| Fracture path | Intergranular (grain boundary) | Intergranular or transgranular |
| Primary prevention | Composition control, bead geometry | Low-hydrogen process, preheat, PWHT |
| Materials affected | Austenitic SS, Ni-alloys, Al-alloys, high-S steel | Carbon/low-alloy steel, martensitic SS |
| Preheat effectiveness | Limited | Very effective |
The carbon equivalent (CE) calculator is an important tool for assessing cold cracking risk and determining preheat requirements — but it is not relevant to hot cracking susceptibility, which is governed by different factors entirely.
Recommended Books on Welding Metallurgy and Weld Defects
Disclosure: WeldFabWorld participates in the Amazon Associates programme (StoreID: neha0fe8-21). If you purchase through these links, we may earn a small commission at no extra cost to you. This helps support free technical content on this site.
Frequently Asked Questions
What is the difference between solidification cracking and liquation cracking?
Solidification cracking occurs within the weld metal itself as it cools from the liquid state. Low-melting eutectic films form between solidifying dendrites and are torn apart by welding shrinkage stresses before the weld is fully solid. Liquation cracking occurs in the partially melted zone (PMZ) at the outer edge of the heat-affected zone, where grain-boundary films melt during the welding thermal cycle and then crack under shrinkage stresses.
Solidification cracks are located at the weld centreline and within the deposit. Liquation cracks are located in the HAZ adjacent to the fusion boundary. Both are intergranular, but liquation cracks can be especially difficult to detect because they may be very tight and partially located in the base metal rather than the visible weld surface.
Which elements most increase hot cracking susceptibility in steel?
Sulfur (S) and phosphorus (P) are the most damaging elements for hot cracking in carbon and low-alloy steels. Both form low-melting eutectic compounds with iron — iron sulfide (FeS, melting point approximately 988°C) and iron phosphide (Fe3P, melting point approximately 1048°C) — that remain liquid as the surrounding weld metal solidifies, creating liquid films at grain boundaries that cannot sustain shrinkage stresses.
Limiting S and P below 0.010% and 0.015% respectively in the weld deposit is a widely accepted target for hot cracking resistance. Boron can also cause severe liquation cracking in nickel alloys and some steels. Silicon (Si) widens the solidification range and increases susceptibility at elevated content levels.
Why is austenitic stainless steel particularly susceptible to hot cracking?
Austenitic stainless steels solidify primarily as austenite (A or AF solidification mode), which has low solid solubility for sulfur and phosphorus. These impurities are therefore rejected to the solidification front and concentrate at grain boundaries as low-melting eutectic films. Additionally, the fully austenitic structure has a wider solidification temperature range than a ferritic-austenitic mixed solidification, prolonging the time the weld metal spends in the brittle temperature range.
The standard solution is to promote primary ferritic solidification (FA mode) by controlling the Creq/Nieq ratio to achieve a target delta ferrite content of 3–8 FN in the deposit. Delta ferrite has significantly higher solubility for S and P, and its presence interrupts the continuous austenite grain boundary network.
How does delta ferrite content prevent hot cracking in stainless steel welds?
Delta ferrite has significantly higher solubility for sulfur and phosphorus than austenite. When ferrite is present in the weld deposit (typically 3–8 FN), these harmful impurities dissolve into the ferrite phase rather than concentrating at grain boundaries as liquid films. Delta ferrite also interrupts the continuous austenite grain boundary network, making it harder for cracks to propagate.
Primary ferritic solidification (FA mode) also produces a narrower solidification temperature range, reducing the time spent in the brittle temperature range. The Creq/Nieq ratio is the key parameter controlling the solidification mode — ratios above approximately 1.52 on the WRC-1992 diagram promote FA solidification. However, delta ferrite must be kept below about 12–15 FN to avoid sigma phase embrittlement after elevated temperature service.
What weld bead shape is most susceptible to hot cracking and why?
Deep, narrow weld beads (low width-to-depth ratio, typically below 1.0) are most susceptible to hot cracking. In a narrow deep bead, the solidification fronts growing inward from both sidewalls meet at the centreline, concentrating impurities and eutectic films in a continuous liquid film along the weld axis. This centreline film is then subjected to the full transverse shrinkage stress of solidification, causing longitudinal centreline cracking.
A wider, shallower bead (W/D greater than 1.5) disperses impurities and reduces the centreline stress concentration. Reducing heat input or using oscillated bead techniques improves the width-to-depth ratio. For submerged arc welding, which produces very deep penetration, this geometry control is especially critical.
Does preheating help prevent hot cracking?
Preheating has a more limited effect on hot cracking than it does on hydrogen-induced cold cracking. Preheating reduces the thermal gradient and can slow solidification, potentially widening the bead geometry slightly and reducing stress gradients. However, excessive preheat increases overall heat input, which can exacerbate the low width-to-depth ratio problem and give low-melting eutectics more time to concentrate.
For hot cracking specifically, controlling weld metal composition (reducing S and P), maintaining an adequate width-to-depth ratio, and selecting appropriate filler metals with delta ferrite potential (for austenitic stainless) are all more effective than preheat alone. Preheat is primarily prescribed to combat hydrogen-induced cold cracking in carbon and low-alloy steels — check the carbon equivalent calculator to assess cold cracking risk and preheat requirements.
How is hot cracking detected during weld inspection?
Hot cracks are primarily detected by visual examination (VT) of the weld surface, particularly along the centreline of the weld bead. Surface-breaking hot cracks are also readily detected by liquid penetrant testing (PT) and magnetic particle testing (MT) on magnetic materials per ASME Section V. Subsurface solidification cracks can be revealed by radiographic testing (RT), which shows them as irregular dark lines along the weld centreline.
Ultrasonic testing (UT) is less sensitive to the fine, dendritic nature of hot cracks unless TOFD or phased array techniques are used. Metallographic sectioning of test coupons is the most reliable method for detailed examination and classification. All detected hot cracks are rejectable under ASME Section IX, AWS D1.1, and EN ISO 5817 — there is no acceptance threshold for hot cracks in structural or pressure-containing welds.
What is the Brittleness Temperature Range (BTR) in relation to hot cracking?
The Brittleness Temperature Range (BTR) is the temperature interval between the solidus temperature and the temperature at which the weld metal regains sufficient ductility to resist cracking — essentially the range where the material has near-zero ductility. For most carbon steels this range is narrow (approximately 50–100°C), but for alloys that form persistent low-melting eutectic films (high-S steels, fully austenitic stainless, nickel alloys) the BTR can be 200–400°C wide.
Hot cracking susceptibility increases directly with the width of the BTR and with the magnitude of strain imposed on the solidifying metal during this interval. When selecting filler metals for hot crack-susceptible alloys, manufacturers’ data sheets sometimes report the BTR directly, or it can be estimated from the solidification temperature range. Choosing fillers with narrower BTRs is a key selection criterion for critical applications in nickel alloy and aluminium fabrication.