Copper alloy welding presents a paradox: the same properties that make copper and its alloys outstanding engineering materials — high thermal and electrical conductivity, excellent corrosion resistance, superior ductility — are the exact properties that make copper notoriously difficult to weld. Pure copper conducts heat away from the weld zone eight times faster than carbon steel, requiring aggressive preheat to maintain fusion. Yet copper-nickel alloys, with drastically lower conductivity, need no preheat at all. ASME SFA-5.6 and SFA-5.7 classify these materials as six distinct alloy families, each with its own electrode, technique, and preheat requirement.
This article maps the complete copper alloy electrode family from SFA-5.6 (covered SMAW electrodes) and SFA-5.7 (bare wire for GTAW and GMAW), with all critical procedure guidance drawn directly from the respective Annex A7 descriptions.
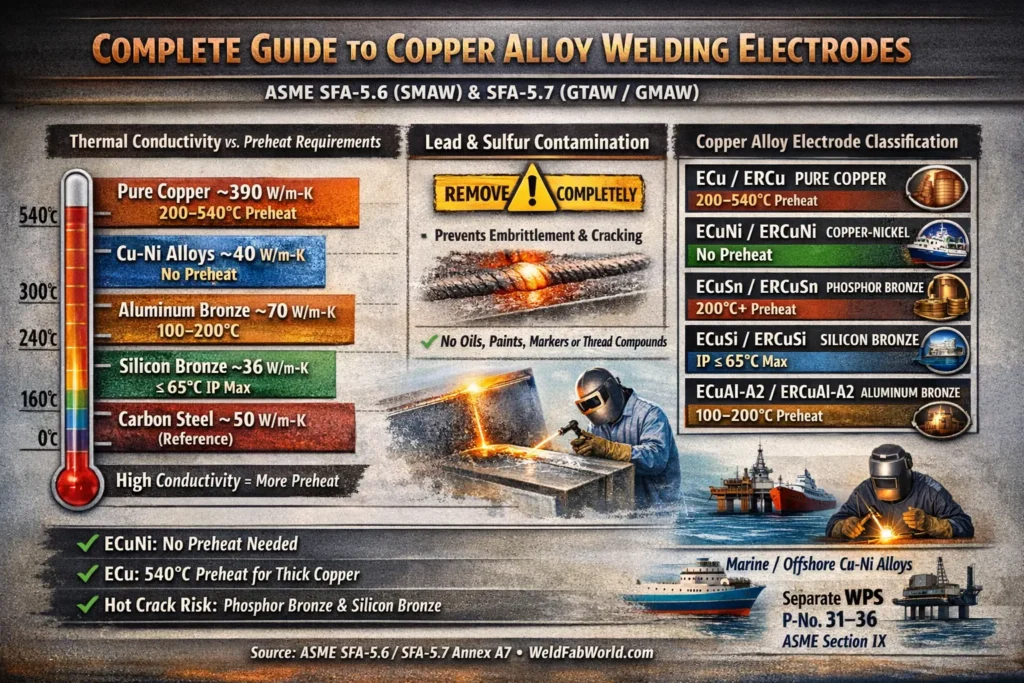
- ECuNi (copper-nickel): no preheat required — per SFA-5.7 A7.5.2 — the only major copper alloy family without preheat
- ECu (pure copper): up to 540°C preheat for thick sections — thermal conductivity 8× steel demands aggressive preheat (SFA-5.6 A7.2)
- ECuSn (phosphor bronze): sluggish, hot-short flow — preheat ≥200°C for heavy sections; keep weld pool small to prevent hot cracking (SFA-5.7 A7.4.1)
- ECuSi (silicon bronze): GMAW interpass ≤65°C maximum to minimise hot-shortness — narrow stringer beads only (SFA-5.7 A7.3.2)
- ECuAl-A2 (aluminum bronze): most versatile — joins aluminum bronze, silicon bronze, steel, and dissimilar combinations (SFA-5.6 A7.6.2)
- Lead and sulfur contamination cause catastrophic embrittlement — must be completely removed before welding any copper alloy (SFA-5.7 A6.2)
- Copper alloys are P-No. 31–36 in ASME Section IX — each P-number group requires separate WPS qualification
The Conductivity Problem — Why Preheat Requirements Vary So Dramatically
The single most important variable governing copper alloy welding technique — whether preheat is needed, and how much — is thermal conductivity. Understanding the conductivity differences between alloy families explains every preheat requirement in SFA-5.6 and SFA-5.7 immediately:
Per SFA-5.6 Annex A7.2, the high thermal conductivity of unalloyed coppers in thick sections “may require preheat and interpass temperatures up to 1000°F [540°C].” In contrast, SFA-5.7 A7.5.2 states that for copper-nickel alloys, “preheating is not required” — because Cu-Ni alloys have conductivity close to steel. The practical rule: preheat requirement decreases as alloy content increases.
Complete Copper Alloy Electrode Family — SFA-5.6 and SFA-5.7
ECu / ERCu — Pure Copper (Deoxidised)
SFA-5.6 A7.2 classifies ECu electrodes as manufactured from deoxidised copper with small amounts of phosphorus or silicon as deoxidisers. They are used for SMAW of deoxidised coppers, oxygen-free coppers, and electrolytic tough pitch coppers. Key limitations from the Annex:
- Oxygen-free copper: Hydrogen reactions can reduce joint efficiency — mechanically sound joints are best achieved only in deoxidised coppers
- Electrolytic tough pitch copper: Copper oxide segregation may detract from joint efficiency at the weld interface
- Preheat: Up to 540°C (1000°F) for thick sections — the entire mass of copper around the weld must be heated before the arc can maintain a molten pool
ECuNi / ERCuNi — Copper-Nickel (Marine and Offshore Standard)
ECuNi per SFA-5.6 A7.5 and ERCuNi per SFA-5.7 A7.5.1 are the standard consumables for 70/30, 80/20, and 90/10 copper-nickel alloys used in marine condensers, offshore piping, shipboard seawater systems, and heat exchangers. The code statement on preheat from SFA-5.7 A7.5.2 is clear and direct:
“When gas tungsten or gas metal arc welding with ERCuNi filler metals, preheating is not required. Welding is done in all positions. The arc should be kept as short as possible to assure adequate shielding gas coverage and thus minimize porosity.”
— ASME SFA-5.7 Annex A7.5.2
The short arc requirement is particularly important for Cu-Ni — copper-nickel weld metal is susceptible to porosity from inadequate shielding gas coverage, and a longer arc disrupts the shielding envelope. ERCuNi also finds application in surfacing applications requiring resistance to corrosion, erosion, or cavitation in salt and brackish water environments.
ECuAl-A2 / ERCuAl-A2 — Aluminum Bronze (The Versatile Dissimilar Electrode)
SFA-5.6 A7.6.2 gives ECuAl-A2 the broadest application statement of any copper alloy electrode: it joins “aluminum bronzes of similar composition, high strength copper-zinc alloys, silicon bronzes, manganese bronzes, some nickel alloys, many ferrous metals and alloys, and combinations of dissimilar metals.” This makes ECuAl-A2 the most frequently used copper alloy electrode for dissimilar metal applications, particularly aluminum bronze to steel joints in marine, pump, and valve fabrication.
| Electrode | Process | Min Tensile | Preheat per SFA Annex A | Key Application | Position |
|---|---|---|---|---|---|
| ECu / ERCu | SMAW / GTAW | 170 MPa (25 ksi) | 200–540°C thick sections (A7.2) | Deoxidised and ETP copper; CS surfacing | Flat |
| ECuSi / ERCuSi-A | SMAW / GTAW/GMAW | 345 MPa (50 ksi) | None GTAW; IP ≤65°C GMAW (A7.3.2) | Cu-Si alloys; dissimilar; CS corrosion surfacing | All pos GTAW; flat preferred |
| ECuSn-A / ERCuSn-A | SMAW / GTAW | 240 MPa (35 ksi) | 200°C+ heavy sections (A7.4) | Phosphor bronze; brass; bearing repair | Flat only (GTAW) |
| ECuSn-C / ERCuSn-C | SMAW / GTAW | 380 MPa (55 ksi) | 200°C+ required (A7.4) | Higher-Sn bronze; wear-resistant bearings | Flat only |
| ECuNi / ERCuNi | SMAW / GTAW/GMAW | 345 MPa (50 ksi) | None required (A7.5.2) | 90/10, 70/30 Cu-Ni; marine; offshore | All positions |
| ECuAl-A2 / ERCuAl-A2 | SMAW / GTAW/GMAW | 415 MPa (60 ksi) | 100–200°C by base metal type (A7.6.1) | Al bronze; dissimilar to steel; wear surfaces | Flat only (SMAW) |
| ECuNiAl / ERCuNiAl | SMAW / GTAW | 480 MPa (72 ksi) | Varies by base metal | Ni-Al bronze; seawater cavitation resistance | Flat (SMAW) |
Lead and Sulfur Contamination — The Silent Copper Killer
SFA-5.7 Annex A6.2 contains one of the most operationally critical warnings in any copper alloy specification:
“Before welding or heating any copper-base alloy, the base metal must be clean. Oil, grease, paint, lubricants, marking pencils, temperature indicating materials, threading compounds and other such materials frequently contain sulfur or lead that may cause cracking (embrittlement) of the base metal or the weld metal if present during welding or heating.”
— ASME SFA-5.7 Annex A6.2
WPS Recording for Copper Alloy Welding
- SFA Specification: SFA-5.6 (SMAW covered electrode) or SFA-5.7 (GTAW/GMAW bare wire)
- AWS Classification: ECuNi, ERCuAl-A2, ECuSi, etc. — full designation
- Base metal P-number: P-31 through P-36 — each group requires separate WPS qualification
- Preheat range: Per Annex A7 for the specific classification — critical to state min and max interpass (especially ECuSn and ECuSi)
- Shielding gas: Argon, helium, or Ar/He per SFA-5.32 — “oxygen-bearing gases not recommended” for Cu alloy GTAW (SFA-5.7 A7.1.3)
- Polarity: SMAW: DCEP (most Cu electrodes) per SFA-5.6 A6.3; GTAW: DCEN per SFA-5.7 A6.3
- Position: Many Cu alloy electrodes are flat-position only per Annex A7 — state explicitly
Frequently Asked Questions
What is the difference between ECuSi, ECuSn, ECuNi, and ECuAl copper electrodes?
Per ASME SFA-5.6: ECuSi (silicon bronze, ~3%Si) is for copper-silicon alloys and occasional dissimilar metal joints; ECuSn (phosphor bronze, 5–8%Sn) is for phosphor bronze and brass welding — sluggish flow requiring 200°C preheat; ECuNi (copper-nickel) is for 70/30, 80/20, and 90/10 Cu-Ni alloys in marine/naval service — no preheat required; ECuAl-A2 (aluminum bronze, ~8%Al) is the versatile dissimilar metal electrode for aluminum bronze, steel, and mixed copper alloy joints. Each is a different alloy family requiring a different electrode.
Why does pure copper (ECu) require preheat up to 540°C when welding thick sections?
Per SFA-5.6 A7.2 and SFA-5.7 A7.2.2, copper’s extremely high thermal conductivity (about 10× that of carbon steel) conducts heat away from the weld zone so rapidly that fusion is difficult to achieve without significant preheat. For thick sections the surrounding copper acts as a heat sink, preventing the weld area from reaching fusion temperature. Preheat to 200–540°C (400–1000°F) counteracts this conductivity effect. Thin copper sections (≤6mm) typically do not require preheat when GMAW is used.
What causes hot cracking in silicon bronze (ECuSi) welding and how is it prevented?
Per SFA-5.7 A7.3.2, silicon bronze weld metal is susceptible to hot shortness — brittleness in the temperature range just below the liquidus. The tin and zinc in the alloy broaden the solidification range, meaning the weld metal remains partially solid over a wide temperature range where applied stresses can cause cracking. Prevention: keep the weld pool small, maintain interpass temperature below 65°C (150°F) for GMAW, use narrow stringer beads, and minimise joint restraint.
Why must lead and sulfur contamination be removed before welding copper alloys?
Per SFA-5.7 A6.2, lead and sulfur present in oils, lubricants, marking pencils, threading compounds, and other surface contaminants cause embrittlement of copper and copper alloy welds. Lead has very low solubility in copper and forms a thin film at grain boundaries; when the weld metal solidifies, these lead films are liquid and cause grain boundary cracking. Sulfur forms copper sulfide (Cu₂S) which similarly embrittles grain boundaries. The weld area must be thoroughly cleaned of all such contaminants before welding.
Can ECuAl-A2 aluminum bronze electrode be used to weld steel to copper alloy?
Yes. Per SFA-5.6 A7.6.2, ECuAl-A2 is used for joining aluminum bronzes of similar composition, high-strength copper-zinc alloys, silicon bronzes, manganese bronzes, some nickel alloys, many ferrous metals and alloys, and combinations of dissimilar metals. ECuAl-A2 is one of the most versatile copper alloy electrodes — it acts as a compatible transition metal between copper alloys and steel by providing sufficient copper content to wet the steel surface while maintaining adequate strength.
What shielding gas is used for GTAW of copper alloys with ERCuNi?
Per SFA-5.7 A7.1.3, shielding gas for copper alloy GTAW is normally argon, helium, or a mixture of the two — with or without small hydrogen additions for improved penetration. Oxygen-bearing gases are not recommended for copper alloy GTAW as they oxidise the copper weld pool and reduce joint quality. Pure argon (SFA-5.32 SG-A) is the standard first choice; helium or Ar/He blends are used for improved penetration on thicker copper sections due to helium’s higher ionisation energy and greater arc energy density.
What P-numbers do copper alloys have in ASME Section IX?
Copper alloys are covered by P-Numbers 31–36 in ASME Section IX QW-422: P-No. 31 = commercially pure copper (ECu base metals); P-No. 32 = copper-silicon alloys (ECuSi base metals); P-No. 33 = copper-nickel alloys (ECuNi base metals); P-No. 34 = copper-nickel-silicon alloys; P-No. 35 = copper-aluminum alloys (ECuAl base metals); P-No. 36 = copper-zinc alloys (brass family). Each P-number group requires separate WPS qualification — a WPS qualified on P-33 (Cu-Ni) does not cover P-35 (aluminum bronze).
📦 Recommended Products
As an Amazon Associate, WeldFabWorld earns from qualifying purchases at no extra cost to you.
ER316L per SFA-5.9 shown as reference product. Stainless steel GTAW wire uses same DCEN polarity and argon shielding as copper alloy GTAW (ERCuNi, ERCuAl-A2). Copper alloy bare wires are available from specialist marine welding suppliers using the same GTAW technique and equipment.
EWLa-1.5 lanthanated tungsten per SFA-5.12 for DCEN GTAW. The standard non-radioactive tungsten for copper alloy GTAW — same DCEN polarity as ERCuNi and ERCuSi-A bare wire welding. Copper alloy GTAW requires pure argon or Ar/He shielding (no CO₂).
Larger diameter EWLa-1.5 per SFA-5.12 for heavier section copper alloy GTAW. Marine heat exchanger tubesheet welding with ERCuNi (90/10 Cu-Ni) typically uses 3/32″ tungsten. No preheat required for Cu-Ni per SFA-5.7 A7.5.2.
🔗 Related Articles
ENiCu-7 (Monel 400) for HF service shares the copper-nickel alloy system — see SFA-5.11 Ni-Cu electrode classification.
Dissimilar metal welding technique — ECuAl-A2 aluminum bronze to steel follows similar low-dilution buffer layer principles.
Argon and He/Ar shielding gas classifications for copper alloy GTAW — oxygen-bearing gases not permitted for Cu alloy GTAW.
Full SFA framework including P-numbers 31–36 for copper alloys and F-number groups in ASME Section IX.