Thickness Qualification Range for PQR and WPQ — ASME Section IX 2025
The thickness qualification range for PQR and WPQ is one of the most important — and most frequently misread — aspects of ASME Section IX. A Welding Procedure Specification is only valid within the thickness limits established by the Procedure Qualification Record (PQR) that supports it, and a welder’s qualification stamp is only valid within the weld metal deposit thickness documented during their performance test. Getting these limits right is not optional: an out-of-range WPS is a code non-conformance that can require complete weld removal and re-qualification.
This article covers both qualification systems in full, as they stand in ASME BPVC.IX-2025: the procedure qualification thickness rules (Table QW-451.1, QW-451.2, QW-451.3, QW-451.4, QW-403.6, QW-403.9, QW-404.32, QW-202.4, and QW-453), and the welder performance qualification thickness rules (Table QW-452.1(b) and QW-355). Each clause is presented with its exact code basis, the original code images, and worked examples. For the broader Section IX framework see the ASME Section IX overview on WeldFabWorld.
All clause numbers, table values, and notes in this article are from ASME BPVC.IX-2025. Always use the code edition required by your contract or project specification.
Part 1 — Procedure Qualification (PQR) Thickness Limits
The thickness ranges that a PQR test coupon supports are defined primarily by QW-451. The general rule is captured in QW-403.8: a change in base metal thickness beyond the range qualified in QW-451 is an essential variable requiring re-qualification. Several other clauses can further restrict — or in limited cases expand — the QW-451 limits, as noted in Table QW-451.1 Note (1): QW-403.9 further restricts the table, while QW-202.2, QW-202.3, and QW-202.4 provide exemptions that can supersede it.
1a) Groove Weld — Table QW-451.1 (Transverse-Bend Tests)
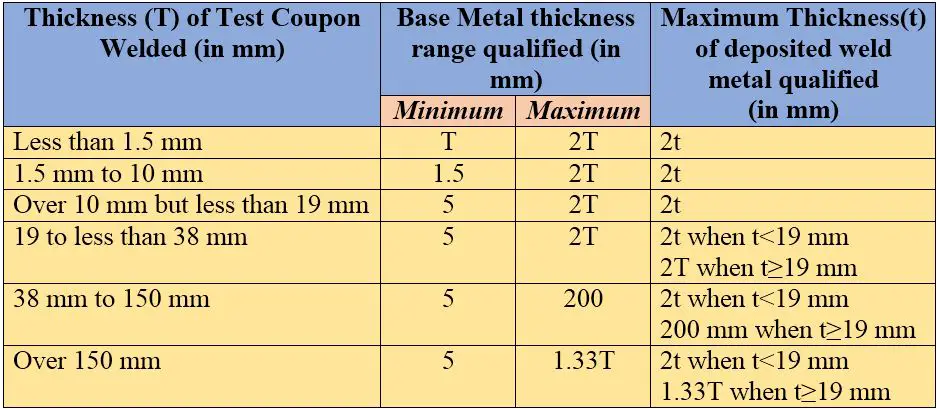
Essential Variable via QW-403.8Table QW-451.1 is the baseline thickness qualification table for groove weld procedure qualification using tension and transverse guided-bend tests. It defines both the qualified range of base metal thickness T and the maximum qualified deposited weld metal thickness t, with the coupon thickness as the reference point. The table has six coupon thickness bands:
| PQR Test Coupon Thickness T as Welded, in. (mm) |
Min. Qualified Base Metal T |
Max. Qualified Base Metal T |
Max. Qualified Weld Metal t |
Key Notes |
|---|---|---|---|---|
| Less than 1/16 in (1.5 mm) | T | 2T | 2t | Minimum equals coupon thickness |
| 1/16 in to 3/8 in (1.5 mm to 10 mm), inclusive | 1/16 in (1.5 mm) | 2T | 2t | Fixed absolute minimum |
| Over 3/8 in to less than 3/4 in (over 10 mm, less than 19 mm) | 3/16 in (5 mm) | 2T | 2t | Fixed absolute minimum |
| 3/4 in to less than 1-1/2 in (19 mm to less than 38 mm) | 3/16 in (5 mm) | 2T | 2t when t < 3/4 in (19 mm) 2T when t ≥ 3/4 in (19 mm) |
Weld metal max depends on deposit amount |
| 1-1/2 in to 6 in (38 mm to 150 mm), inclusive | 3/16 in (5 mm) | 8 in (200 mm) [Note 3] or 2T for other processes |
2t when t < 3/4 in (19 mm) 8 in (200 mm) [Note 3] when t ≥ 3/4 in (19 mm) |
Note (3): 8 in max for SMAW, SAW, GMAW, PAW, LLBW, GTAW only |
| Over 6 in (150 mm) [Note 6] | 3/16 in (5 mm) | 1.33T | 2t when t < 3/4 in (19 mm) 1.33T when t ≥ 3/4 in (19 mm) |
Full coupon thickness must be welded |
Table Notes (ASME Section IX 2025):
- Note (1): QW-403.9 further restricts the limits shown when referenced in QW-250 for the process under consideration. QW-202.2, QW-202.3, and QW-202.4 provide exemptions that supersede the limits. Supplementary essential variable requirements may also further limit thickness ranges.
- Note (2): For combination of welding procedures, see QW-200.4.
- Note (3): Applies to SMAW, SAW, GMAW, PAW, LLBW, and GTAW only. For all other processes: 2T and 2t apply as applicable.
- Note (4): See QW-151.1, QW-151.2, and QW-151.3 for multiple specimens when coupon thickness exceeds 1 in (25 mm).
- Note (5): Four side-bend tests may be substituted for face and root bends when T is 3/8 in (10 mm) and over.
- Note (6): For coupons over 6 in (150 mm) thick, the full thickness of the test coupon shall be welded.
1b) Groove Weld — Table QW-451.2 (Longitudinal-Bend Tests)
QW-451.2Table QW-451.2 is an alternative for groove weld procedure qualification using longitudinal guided-bend tests instead of transverse bends. It is used when the base or weld metal properties would prevent a valid transverse bend — for example with dissimilar-strength combinations. The thickness structure is simpler than QW-451.1:
| PQR Test Coupon Thickness T, in. (mm) | Min. Qualified Base Metal T | Max. Qualified Base Metal T | Max. Qualified Weld Metal t |
|---|---|---|---|
| Less than 1/16 in (1.5 mm) | T | 2T | 2t |
| 1/16 in to 3/8 in (1.5 mm to 10 mm), inclusive | 1/16 in (1.5 mm) | 2T | 2t |
| Over 3/8 in (10 mm) | 3/16 in (5 mm) | 2T | 2t |
Unlike QW-451.1, Table QW-451.2 has no 8 in (200 mm) or 1.33T provision for thick coupons — the maximum is always 2T regardless of coupon thickness or welding process. The same Notes (1) and (2) from QW-451.1 apply, meaning QW-403.9 and the QW-202 exemptions operate identically.
1c) Fillet Weld — Tables QW-451.3 and QW-451.4
QW-451.3 QW-451.4Fillet weld procedure qualification operates under a fundamentally different rule: there are no base metal thickness limits in either direction, and no weld metal deposit thickness restriction.
| Table | Coupon Configuration | Qualified Range | Tests Required |
|---|---|---|---|
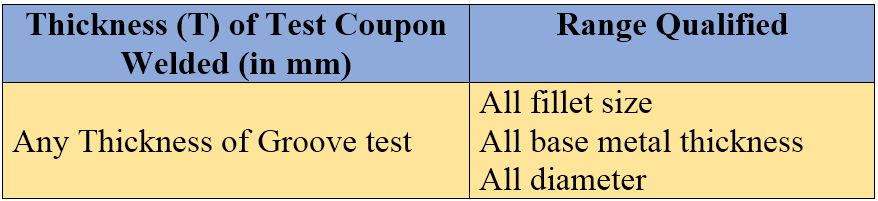
| QW-451.3 | Fillet-weld test per Figure QW-462.4(a) | All fillet sizes on all base metal thicknesses and all diameters | 5 macro specimens |
| QW-451.3 | Fillet-weld test per Figure QW-462.4(d) | As defined in the figure | 4 macro specimens |
| QW-451.4 | All groove-weld tests (QW-451.1 or QW-451.2) | All fillet sizes on all base metal thicknesses and all diameters | Fillet welds automatically qualified when groove weld is qualified |
A fillet-only PQR (QW-451.3) does not qualify groove welds. A groove-weld PQR automatically qualifies fillet welds of all sizes and thicknesses per QW-451.4, with no additional testing required.
1d) Impact Test Requirement — QW-403.6 (Supplementary Essential Variable)
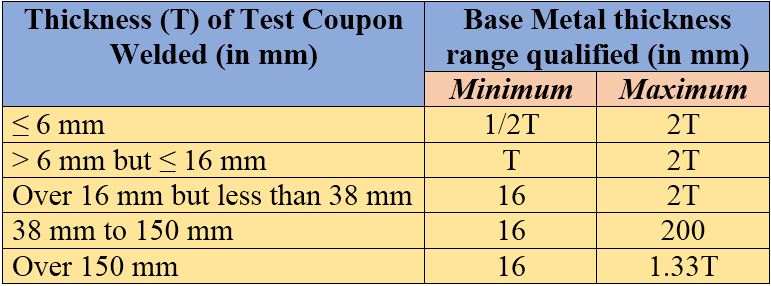
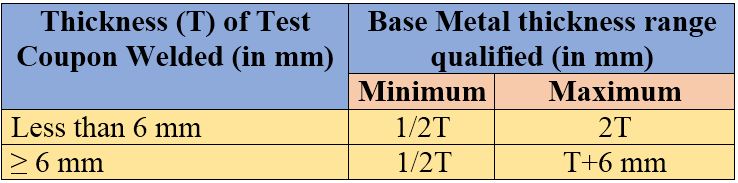
QW-403.6 — Supplementary EssentialQW-403.6 is a supplementary essential variable. It activates only when toughness testing (impact testing) of the heat-affected zone is required by the referencing code section. When it applies, it modifies only the minimum qualified base metal thickness from Table QW-451.1 — it does not change the maximum. The exact text from ASME Section IX 2025:
“The minimum base metal thickness qualified is the thickness
of the test coupon T or 5/8 in. (16 mm), whichever is less.
However, where T is 1/4 in. (6 mm) or less,
the minimum thickness qualified is 1/2 T.”
In practice this gives three conditions based on coupon thickness:
| PQR Coupon Thickness T | Minimum Qualified Base Metal (QW-403.6) | Reasoning |
|---|---|---|
| T > 5/8 in (16 mm) | 5/8 in (16 mm) | T is greater, so “whichever is less” = 16 mm |
| 1/4 in (6 mm) < T ≤ 5/8 in (16 mm) | T (coupon thickness) | T is less than 16 mm, so minimum = T |
| T ≤ 1/4 in (6 mm) | 1/2 T | Special condition overrides the general rule |
QW-403.6 does not apply under any of the following conditions:
- (a) The WPS is qualified with a heat treatment above the upper transformation temperature.
- (b) The WPS is for welding austenitic or P-10H material qualified with a solution heat treatment.
- (c) Base metals are assigned to P-No. 8, P-Nos. 21 through 26, or P-Nos. 41 through 49.
1e) Pass Thickness Restriction — QW-403.9 (Essential Variable)
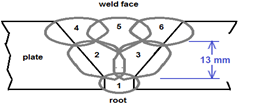
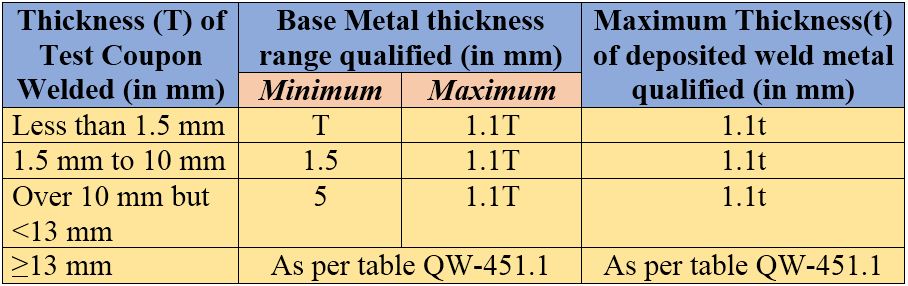
QW-403.9 — Essential VariableThe exact text from ASME Section IX 2025, QW-403.9:
“For single-pass or multipass welding in which any pass is greater
than 1/2 in. (13 mm) thick, an increase in base metal thickness
beyond 1.1 times that of the qualification test coupon.”
When any individual weld pass in the PQR test coupon exceeds 13 mm in thickness, the maximum qualified production base metal thickness is 1.1 × T of the test coupon — overriding the higher maximum that Table QW-451.1 would otherwise allow. QW-403.9 is an essential variable referenced in Table QW-451.1 Note (1). It restricts base metal thickness, not weld metal deposit thickness.
The restriction reflects the metallurgical reality that thick individual passes deliver significantly higher heat input per unit volume and create a different HAZ thermal cycle than stringer beads — particularly relevant for Cr-Mo steels such as P91 and for toughness-critical applications. To qualify for a larger production base metal thickness, either the coupon must be thicker, or the WPS must be re-qualified using passes not exceeding 13 mm.

1f) Short-Circuit GMAW — QW-404.32 (Essential Variable)
QW-404.32 — Essential Variable (Filler Metal)The exact text from ASME Section IX 2025, QW-404.32:
“For the low voltage short-circuiting type of gas metal-arc process
when the deposited weld metal thickness is less than 1/2 in. (13 mm),
an increase in deposited weld metal thickness beyond 1.1 times
that of the qualification test deposited weld metal thickness.
For weld metal thicknesses of 1/2 in. (13 mm) and greater, use
Table QW-451.1, Table QW-451.2, or Tables QW-452.1(a) and
QW-452.1(b), as applicable.”
Three important points follow directly from the code text:
- The 1.1× restriction applies only when the PQR deposited weld metal is less than 1/2 in (13 mm). At 13 mm or more, the normal QW-451 tables govern with no additional restriction from this clause.
- The restriction is on deposited weld metal thickness — not base metal thickness.
- This clause sits in the filler metal variables section (QW-404), not the base metal section (QW-403). The parallel restriction for welder qualification is found in QW-355.
Short-circuit transfer is a low-heat-input mode used for thin material, root passes, and out-of-position welding. Its fusion characteristics on heavier material differ significantly from those demonstrated on a thin coupon, which is why this additional restriction exists. For full process details see the GMAW welding guide.
1g) Dissimilar Base Metal Thicknesses — QW-202.4
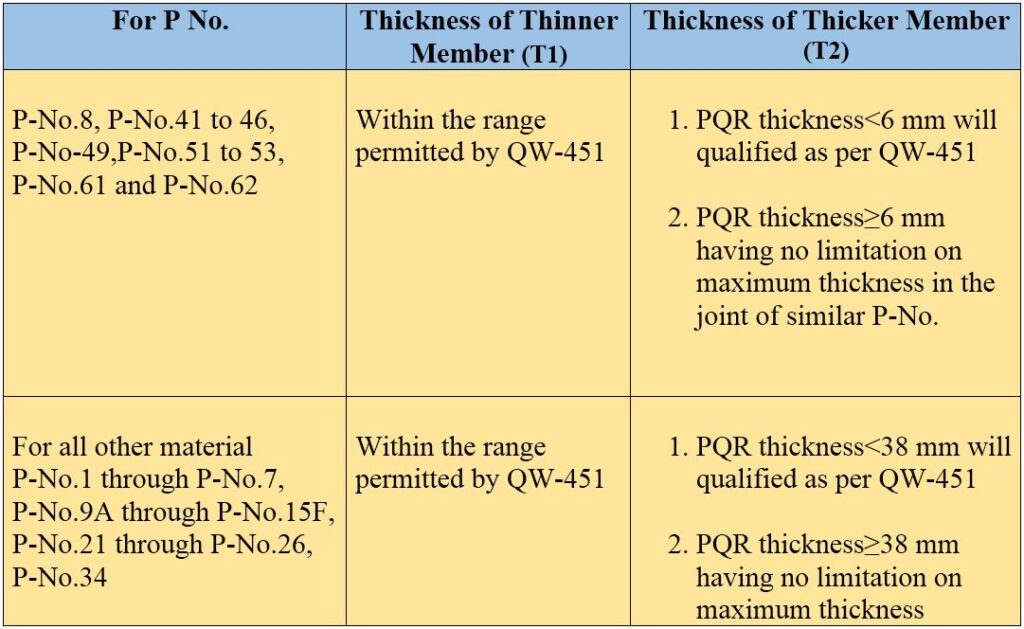
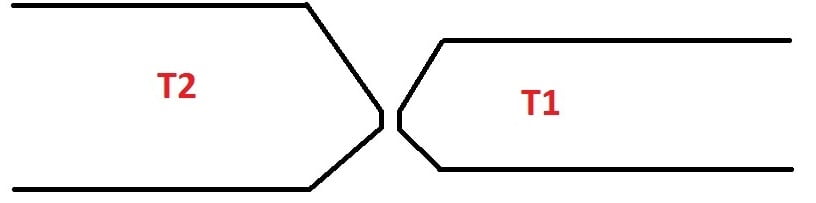
QW-202.4When a production groove weld joins two members of different thicknesses, QW-202.4 of ASME Section IX 2025 governs whether the WPS applies. The clause provides both a general rule and specific exemptions based on P-Number:
- (a) The thickness of the thinner member shall be within the range permitted by QW-451.
- (b)(1) — P-No. 8, P-No. 41, P-No. 42, P-No. 43, P-No. 44, P-No. 45, P-No. 46, P-No. 51, P-No. 52, P-No. 53, P-No. 54, P-No. 61, P-No. 62, and P-No. 81: No limitation on the maximum thickness of the thicker production member, provided the PQR coupon was at least 1/4 in (6 mm) thick.
- (b)(2) — All other P-Numbers: The thicker member shall be within the range permitted by QW-451, except there is no upper limit on the thicker member when the PQR coupon was at least 1-1/2 in (38 mm) thick.
More than one PQR may be required for some dissimilar-thickness combinations. This provision is commonly encountered in nozzle-to-shell welds on pressure vessels, where the nozzle neck and shell plate can differ substantially in wall thickness.
1h) Overlay Qualification — Table QW-453
Table QW-453Table QW-453 governs procedure and performance qualification for both corrosion-resistant overlays and hard-facing (wear-resistant) overlays. The threshold coupon thickness in both cases is 1 in (25 mm). In all overlay cases there is no restriction on the deposited overlay thickness — qualification is based on the substrate (base metal) thickness only.
| Overlay Type | Qualification Type | Coupon Thickness T | Qualified Base Metal Thickness | Tests Required |
|---|---|---|---|---|
| Corrosion-Resistant | Procedure (PQR) | Less than 1 in (25 mm) | ≥ T | Liquid penetrant + 2 transverse side bend + 2 longitudinal side bend; or liquid penetrant + 4 transverse side bend |
| ≥ 1 in (25 mm) | ≥ 1 in (25 mm) | |||
| Corrosion-Resistant | Performance (WPQ) | Less than 1 in (25 mm) | Welders: ≥ T | Operators: All | 2 transverse side bend per position |
| ≥ 1 in (25 mm) | Welders: ≥ 1 in (25 mm) | Operators: All | |||
| Hard-Facing (Wear-Resistant) | Procedure (PQR) | Less than 1 in (25 mm) | ≥ T and ≤ 1 in (25 mm) | Liquid penetrant + 3 hardness readings per specimen + macro test |
| ≥ 1 in (25 mm) | ≥ 1 in (25 mm) | |||
| Hard-Facing (Wear-Resistant) | Performance (WPQ) | Less than 1 in (25 mm) | Welders: ≥ T | Operators: All | Liquid penetrant + macro test |
| ≥ 1 in (25 mm) | Welders: ≥ 1 in (25 mm) | Operators: All |
The key distinction between overlay types: for hard-facing procedure qualification on coupons less than 1 in (25 mm), the qualified base metal thickness has both a lower bound (T) and an upper bound (1 in / 25 mm). For corrosion-resistant procedure qualification with thin coupons, there is no upper bound — any base metal thickness at or above T is qualified.

1i) ASME B31.3 Construction Code — Impact Test Override
QG-100(b) B31.3 Table 323.3.1When the governing construction code is ASME B31.3 (Process Piping) and impact testing is required, the qualified base metal thickness range is governed by ASME B31.3 Table 323.3.1, not by QW-403.6 of Section IX. This is established by QG-100(b) of ASME Section IX, which states that when the referencing code imposes additional restrictions, those restrictions govern. This position was confirmed by ASME Code Interpretation Record No. 15-586. Fabricators working under B31.3 must check Table 323.3.1 explicitly whenever impact testing is required — not only QW-403.6.
PQR Thickness Qualification — Master Reference Table
When multiple clauses apply simultaneously, each must be satisfied independently. The most restrictive result governs.
| Clause / Table | Variable Type | Applies When | Min. Qualified Base Metal | Max. Qualified Base Metal / Weld Metal |
|---|---|---|---|---|
| QW-451.1 | Essential | All groove weld PQRs (baseline) | T; 1/16 in (1.5 mm); or 3/16 in (5 mm) per coupon band | 2T (most cases); 8 in (200 mm) for SMAW/SAW/GMAW/PAW/LLBW/GTAW at 38–150 mm coupon; 1.33T for >150 mm coupon |
| QW-451.2 | Essential | Groove PQR — longitudinal bend alternative | T; 1/16 in (1.5 mm); or 3/16 in (5 mm) per coupon band | Always 2T; no 8 in or 1.33T provisions |
| QW-451.3 / QW-451.4 | Essential | Fillet weld PQR, or groove PQR qualifying fillet | None | All fillet sizes, all base metal thicknesses, all diameters — unlimited |
| QW-403.6 | Supplementary Essential | Impact testing required; material not P-No. 8 / 21–26 / 41–49; no solution HT / above-transformation HT exemption | T or 5/8 in (16 mm) whichever is less; or 1/2 T when T ≤ 1/4 in (6 mm) | No change to maximum |
| QW-403.9 | Essential | Any individual pass in PQR > 1/2 in (13 mm) | Per QW-451.1 | Base metal max = 1.1 × T (overrides QW-451.1 maximum) |
| QW-404.32 | Essential | GMAW short-circuit mode; PQR weld metal deposit < 1/2 in (13 mm) | Per QW-451.1 | Weld metal max = 1.1 × t of PQR deposit; if deposit ≥ 13 mm, QW-451.1 applies normally |
| QW-202.4 | Exemption / Special | Dissimilar-thickness production joints | Thinner member within QW-451 range | Thicker member: unlimited if PQR ≥ 38 mm (P-Nos. 1–7 etc.) or ≥ 6 mm (P-No. 8, 41–49 etc.) |
| QW-453 | Overlay-Specific | Corrosion-resistant or hard-facing overlay PQR | T (coupon < 1 in) or 1 in (coupon ≥ 1 in) | No restriction on deposited overlay thickness; hard-facing thin coupons: max base metal = 1 in (25 mm) |
| B31.3 Table 323.3.1 | Construction Code Override | B31.3 construction code and impact testing required | Per B31.3 table (governs over QW-403.6) | Per QW-451.1 for maximum |
Part 2 — Welder Performance Qualification (WPQ) Thickness Limits
Welder qualification thickness rules differ fundamentally from PQR rules. The defining distinction is stated explicitly in ASME Section IX: base metal thickness limits do not apply to welder performance qualification. Table QW-452.1(b) governs only the weld metal deposit thickness for a qualified welder — not the thickness of the base metal the welder works on. For the complete WPQ framework see the welder qualification guide.
2a) Groove Weld WPQ — Table QW-452.1(b)
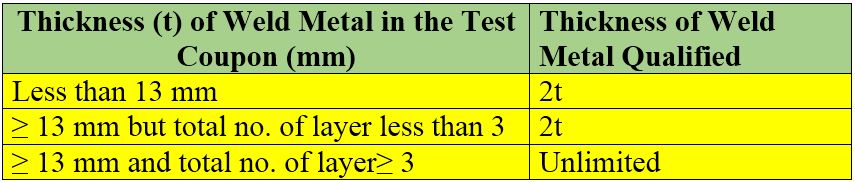
Table QW-452.1(b)The complete table from ASME Section IX 2025:
| Thickness t of Weld Metal in the Coupon [Notes (1),(2)] | Thickness of Weld Metal Qualified [Note (3)] |
|---|---|
| All | 2t |
| 1/2 in (13 mm) and over, with a minimum of three layers | Maximum to be welded |
Table Notes from ASME Section IX 2025:
- Note (1): When more than one welder, process, or set of essential variables is used, the thickness t deposited by each welder, for each process, and with each set of essential variables is determined and used individually to determine the qualified weld metal thickness.
- Note (2): Two or more pipe test coupons with different weld metal thicknesses may be used to determine the qualified weld metal thickness, applicable to production welds at the smallest qualified diameter per Table QW-452.3.
- Note (3): A test coupon of 3/4 in (19 mm) or over shall be used for qualifying a combination of three or more welders each using the same or a different welding process.
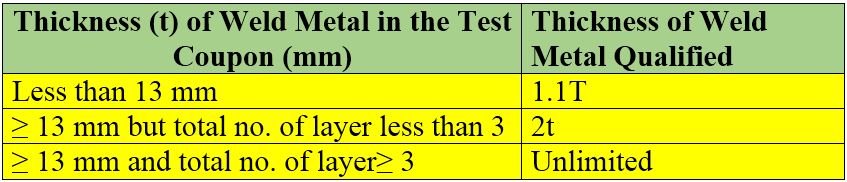
2b) Short-Circuit GMAW Welder Qualification — QW-355
QW-355When short-circuit GMAW was used during welder qualification and the deposited weld metal in the test coupon was less than 1/2 in (13 mm), the maximum qualified production weld metal deposit is limited to 1.1 times the test deposit — exactly mirroring QW-404.32 for procedure qualification. For weld metal deposits of 1/2 in (13 mm) or greater, Tables QW-452.1(a) and QW-452.1(b) apply normally with no additional restriction from this clause.
2c) Overlay WPQ — Table QW-453 (Performance Qualification)
Table QW-453 — PerformanceFor welder qualification on overlay work, the performance qualification rows of Table QW-453 apply. Welding operators qualify for all base metal thicknesses in every case. Welders are subject to the base metal thickness restriction tied to coupon thickness:
- Corrosion-resistant overlay: Coupon < 1 in (25 mm) — welders qualify base metal ≥ T. Coupon ≥ 1 in (25 mm) — welders qualify base metal ≥ 1 in (25 mm). Operators: all thicknesses.
- Hard-facing overlay: Same structure as corrosion-resistant for performance qualification — welders qualify base metal ≥ T for thin coupons and ≥ 1 in (25 mm) for thick coupons; operators qualify all.
- Deposited overlay thickness: no restriction in any case.

WPQ Thickness Qualification — Master Reference Table
| Table / Clause | Weld Type | Base Metal Thickness | Max Weld Metal Deposit Qualified | Applies To |
|---|---|---|---|---|
| QW-452.1(b) | Groove weld | Not Applicable | 2t; or Maximum to be welded when t ≥ 1/2 in (13 mm) with ≥ 3 layers | Manual and semi-automatic welders |
| QW-355 | Short-circuit GMAW groove | Not Applicable | 1.1 × t when t < 13 mm; QW-452.1(b) applies at ≥ 13 mm | Manual and semi-automatic welders |
| QW-453 (Performance) | Corrosion-resistant overlay | Welders: ≥ T (thin) or ≥ 1 in (thick) Operators: All |
No Restriction | All welders and operators |
| QW-453 (Performance) | Hard-facing overlay | Welders: ≥ T (thin) or ≥ 1 in (thick) Operators: All |
No Restriction | All welders and operators |
| Welding Operators (QW-360) | Any (automatic/machine) | Not Applicable | No Restriction | Welding operators only |
Worked Examples
Example 1 — Standard Groove Weld PQR (No Impact Testing, No Pass > 13 mm)
Process: SMAW | Coupon base metal T = 30 mm | Total deposited weld metal t = 25 mm
No impact testing | No individual pass exceeded 13 mm
Step 1 — Identify Table QW-451.1 row
T = 30 mm = 1.18 in → falls in “3/4 in to less than 1-1/2 in (19 to <38 mm)” band
Step 2 — Base metal range
Min qualified base metal = 3/16 in = 5 mm
Max qualified base metal = 2T = 2 × 30 = 60 mm
Step 3 — Weld metal range
t = 25 mm ≥ 3/4 in (19 mm) → max weld metal = 2T = 60 mm
Result: Base metal 5 mm to 60 mm. Deposited weld metal up to 60 mm.
Example 2 — Thick Coupon PQR with SMAW (38–150 mm Band)
Process: SMAW | Coupon T = 50 mm | Deposited weld metal t = 45 mm | No impact testing
Step 1 — Table QW-451.1 row
T = 50 mm → “1-1/2 in to 6 in (38 mm to 150 mm)” band
Step 2 — Base metal range
Min = 3/16 in (5 mm)
Max = 8 in (200 mm) [Note (3) — SMAW is listed]
Step 3 — Weld metal range
t = 45 mm ≥ 3/4 in (19 mm) → max weld metal = 8 in (200 mm) [Note (3)]
Result: Base metal 5 mm to 200 mm. Deposited weld metal up to 200 mm. One PQR covers most production thicknesses.
Example 3 — QW-403.6 in Effect (Impact Testing, T = 20 mm)
Impact testing required | Coupon T = 20 mm | P-No. 1 carbon steel (QW-403.6 applies)
Step 1 — Standard min from QW-451.1
T = 20 mm → “3/4 in to <1-1/2 in” band → standard min = 3/16 in (5 mm)
Step 2 — Apply QW-403.6
T = 20 mm > 1/4 in (6 mm) → use “T or 5/8 in, whichever is less”
T = 20 mm vs. 5/8 in (16 mm) → 16 mm is less
QW-403.6 minimum = 16 mm
Step 3 — Apply more restrictive result
QW-451.1 min = 5 mm | QW-403.6 min = 16 mm → 16 mm governs
Result: Minimum qualified base metal = 16 mm (5/8 in). Maximum per QW-451.1 = 2T = 40 mm.
Example 4 — WPQ with Short-Circuit GMAW, Thin Deposit
Welder test: GMAW short-circuit mode | Deposited weld metal t = 8 mm
Step 1 — Table QW-452.1(b), row 1
t = 8 mm < 13 mm → cannot use unlimited row
Standard qualified deposit = 2t = 2 × 8 = 16 mm
Step 2 — Apply QW-355 short-circuit restriction
t = 8 mm < 1/2 in (13 mm) → restriction applies
Max qualified deposit = 1.1 × 8 = 8.8 mm
Step 3 — Apply the more restrictive
8.8 mm < 16 mm → QW-355 governs
Result: Welder qualified for maximum 8.8 mm deposit. New qualification at higher t required for heavier production welds.
Recommended Reference Books
Disclosure: WeldFabWorld participates in the Amazon Associates programme (StoreID: neha0fe8-21). If you purchase through these links, we may earn a small commission at no extra cost to you. This helps support free technical content on this site.