ASME P-Number Table: Complete Reference from P-No.1 to P-No.15F
ASME P-Numbers are the cornerstone of the welding qualification system defined in ASME BPVC Section IX, classifying base metals into groups so that a single Welding Procedure Specification (WPS) can cover an entire family of materials. Whether you are writing a WPS for a pressure vessel in carbon steel, qualifying a procedure for a P91 creep-strength-enhanced ferritic (CSEF) superheater, or checking whether an existing PQR covers your new stainless-steel piping, understanding P-Numbers is non-negotiable. This reference article provides the most complete, practical explanation of ASME P-Numbers (P-1 through P-15F), Group Numbers, F-Numbers, and A-Numbers available in one place — with tables, worked examples, and engineering context drawn directly from Section IX.
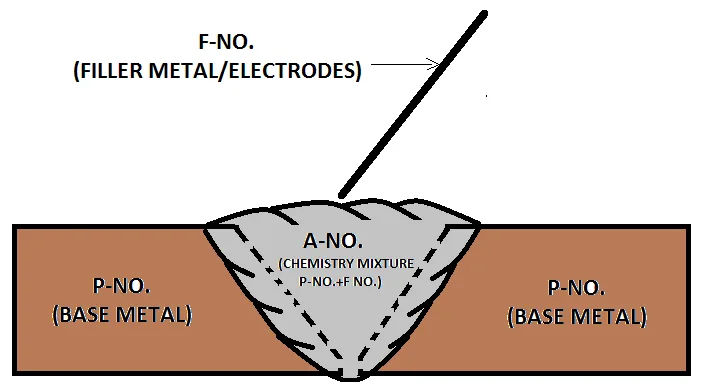
The P-Number system was designed with a single economic goal: to minimise the sheer quantity of qualification records that industry would otherwise need. Without grouping, every change in base metal grade would demand a new PQR — an expensive, time-consuming mechanical test campaign. By assigning comparable materials to the same P-Number, ASME allows one PQR to serve an entire product family. Alongside P-Numbers, three companion systems complete the qualification framework: Group Numbers (toughness sub-groupings), F-Numbers (filler metal usability groupings), and A-Numbers (weld metal chemical composition). Together, these four systems define the essential and supplementary essential variables that govern whether your WPS is properly qualified for a given job.
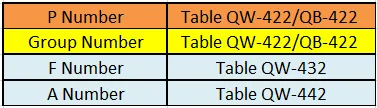
This guide covers every P-Number from P-1 (carbon and low-alloy steel) through P-15F (high-chromium martensitic/ferritic alloys), explains how Group Numbers interact with impact testing requirements under ASME Section VIII Division 1, explains F-Number and A-Number logic, and provides practical engineering guidance on applying qualification scope correctly. All references are to ASME BPVC Section IX, Table QW-422 / QB-422, QW-432, and QW-442.
Overview: The Four ASME Section IX Classification Numbers
ASME BPVC Section IX governs welding and brazing procedure and performance qualifications for pressure boundary applications worldwide. Its classification number system is built on four inter-related designations, each targeting a different variable in the welding equation:
Each of these four systems reduces the qualification burden in a different way. P-Numbers reduce the number of base metal combinations requiring separate PQRs. F-Numbers reduce the number of filler metal combinations requiring separate welder performance qualifications. A-Numbers ensure that the deposited weld metal composition is consistently recorded and tracked as an essential variable. Group Numbers add precision when toughness properties are at stake.
P-Number — Base Metal Classification
P-Numbers are alphanumeric designations assigned by ASME to base metals in Table QW-422 (and QB-422 for brazing). Each designation represents a group of metals sharing similar composition, weldability, and mechanical properties such that a single qualified procedure can be applied across the entire group. The system is hierarchical: P-Numbers identify major material families, and Group Numbers further subdivide P-Numbers where impact toughness requirements apply.
A practical implication worth emphasising: when ASME says “P-Number qualification,” it means qualification of the welding procedure, not the welder. Welder performance qualification (WPQ) also uses P-Numbers but under a different — and generally more permissive — set of cross-qualification rules in QW-423. A welder qualified on P-1 through P-15F, P-34, or P-41 through P-49 is broadly qualified across these groups, which is significantly more permissive than procedure qualification rules.
The P-Number system runs from P-1 through P-15F for ferrous materials, and extends through P-21 to P-26 (aluminium and alloys), P-31 to P-35 (copper and alloys), P-41 to P-49 (nickel and alloys), P-51 to P-53 (titanium and alloys), and P-61 to P-62 (zirconium) for non-ferrous materials. This article focuses on the ferrous range P-1 to P-15F, which covers the vast majority of industrial pressure vessel and piping applications.
Full P-Number Reference Table: P-No.1 to P-No.15F
The following table provides a comprehensive reference for all ferrous P-Numbers from P-1 through P-15F as defined in ASME BPVC Section IX, Table QW-422. The “Typical Grades” column lists representative ASME/ASTM material designations. Consult the current edition of Section IX for the complete and authoritative material listing, including UNS numbers and product forms.
| P-Number | Material Family | Nominal Composition | Typical ASME Grades | PWHT Req. | Industry Use |
|---|---|---|---|---|---|
| P-No.1 | Carbon & Low-Alloy Steel | C-Mn; C-Mn-Si | SA-106 Gr.A/B/C, SA-516 Gr.60/65/70, SA-333 Gr.6, SA-234 WPB, SA-105, SA-36, SA-285 | Optional | Pressure vessels, general piping, structural |
| P-No.3 | Alloy Steel — Low Cr-Mo | ½Cr-½Mo; 1Cr-½Mo; ¼Mo | SA-387 Gr.2, SA-335 P2, SA-182 F2, SA-234 WP2 | Typically Yes | Moderate-temperature vessels, boilers |
| P-No.4 | Alloy Steel — 1¼Cr to 2Cr | 1¼Cr-½Mo; 2Cr-½Mo | SA-387 Gr.12/11, SA-335 P11/P12, SA-182 F11/F12 | Typically Yes | Reactors, boiler headers, hot piping |
| P-No.5A | Cr-Mo Steel — 2¼Cr-1Mo | 2¼Cr-1Mo | SA-387 Gr.22, SA-335 P22, SA-182 F22, SA-336 F22 | Mandatory | Hydrogen reactors, high-temp. vessels |
| P-No.5B | Cr-Mo Steel — 5Cr to 9Cr | 5Cr-½Mo; 7Cr-½Mo; 9Cr-1Mo | SA-335 P5, P7, P9; SA-182 F5, F7, F9 | Mandatory | Furnace tubes, catalytic reformers |
| P-No.5C | Cr-Mo-V Steel (Vanadium bearing) | 2¼Cr-1Mo-V; 3Cr-1Mo-V | SA-387 Gr.22 Cl.2 modified, SA-336 F22V | Mandatory | Hydrocracker vessels, HPHT reactors |
| P-No.6 | Martensitic Stainless Steel | 11–13% Cr (martensitic) | SA-182 F6a, SA-240 Gr.410, SA-268 Gr.TP410 | Usually Yes | Valve trim, pump shafts, moderate corrosion |
| P-No.7 | Ferritic Stainless Steel | 11–30% Cr (ferritic) | SA-268 Gr.TP430, TP446; SA-240 Gr.430 | Not typical | Automotive exhaust, heat exchangers |
| P-No.8 | Austenitic Stainless Steel | Cr-Ni; Cr-Ni-Mo austenitic | SA-312 TP304/304L/316/316L/321/347, SA-182 F316, SA-240 Gr.304 | Not required | Cryogenic, food, pharma, chemical vessels |
| P-No.9A | Nickel Alloy Steel — 2½% Ni | 2½% Ni | SA-333 Gr.3, SA-334 Gr.3 | Per design | Low-temperature LNG/LPG service |
| P-No.9B | Nickel Alloy Steel — 3½% Ni | 3½% Ni | SA-333 Gr.8, SA-334 Gr.8 | Per design | Cryogenic to -100°C, LNG tanks |
| P-No.10A | High-Alloy Steel — Cr-Mn-Si | Cr-Mn-N austenitic | SA-240 Gr.201, Gr.202 | Not typical | General corrosion resistance |
| P-No.10C | High-Alloy — Duplex SS | 22Cr-5Ni-3Mo (duplex) | SA-240 Gr.2205, SA-790 Gr.S31803 | Not typical | Sour service, offshore, desalination |
| P-No.10H | High-Alloy — Super Duplex SS | 25Cr-7Ni-3.5Mo-0.27N | SA-240 Gr.S32750, S32760 | Not typical | Offshore, deep-water, high-chloride |
| P-No.10I | High-Alloy — Lean Duplex SS | 21Cr-2Ni-3Mn lean duplex | SA-240 Gr.S32101, S32304 | Not typical | Cost-sensitive duplex applications |
| P-No.11A | High-Alloy — Precipitation Hardened SS | 17Cr-4Ni-4Cu; 15Cr-5Ni | SA-564 Gr.630 (17-4 PH), SA-693 Gr.S15700 | Age treatment | Aerospace, pump shafts, high-strength |
| P-No.15E | Cr-Mo-V Ferritic / CSEF — P91 | 9Cr-1Mo-V-Nb (Modified) | SA-335 P91, SA-182 F91, SA-336 F91, SA-213 T91 | Mandatory | Ultra-supercritical boilers, power plant headers |
| P-No.15F | CSEF — P92 / E911 | 9Cr-2W-Mo-V-Nb (P92 / E911) | SA-335 P92, SA-213 T92, SA-182 F92 | Mandatory | Advanced ultra-supercritical power plant |
P-No.1 Carbon Steel in Depth
P-Number 1 is by far the most widely used classification in pressure equipment fabrication, covering the full range of carbon and low-alloy steels used in general pressure vessel and piping construction. The defining characteristic of P-1 materials is a carbon and manganese-dominated composition with no intentional alloying additions beyond minor quantities of silicon and deoxidising elements. Tensile strength typically ranges from 380 MPa (55 ksi) to 485 MPa (70 ksi) depending on grade.
Group Number Sub-classification within P-No.1
Within P-No.1, ASME Section IX defines three Group Numbers based primarily on specified minimum tensile strength, which in turn determines notch toughness behaviour. The Group Number becomes a supplementary essential variable under UG-84 of ASME Section VIII Division 1 when Charpy impact qualification is required:
| Group No. | Min. Tensile Strength | Typical Materials | Impact Testing Relevance |
|---|---|---|---|
| Group 1 | < 485 MPa (70 ksi) | SA-106 Gr.A, SA-285 Gr.A/B, SA-36 | Lower-strength steels; generally more impact-resistant |
| Group 2 | 485 MPa (70 ksi) to 550 MPa | SA-106 Gr.B, SA-516 Gr.65, SA-333 Gr.6, SA-234 WPB | Most common group; impact qualified to –29°C per UG-84 |
| Group 3 | > 550 MPa (80 ksi) | SA-516 Gr.70, SA-572 Gr.50, SA-106 Gr.C | Highest-strength P-1 steels; impact qualification more critical |
• PQR qualified on: SA-106 Gr.B (P-1, Grp.2) to SA-106 Gr.B (P-1, Grp.2)
• Qualifies for welding procedure (WPS) on all P-No.1 materials:
SA-333 Gr.6 (P-1, Grp.1) ✔ Same P-Number
SA-516 Gr.70 (P-1, Grp.3) ✔ Same P-Number
SA-105 (P-1, Grp.2) ✔ Same P-Number
• DOES NOT qualify for:
SA-312 TP304 (P-8) ✘ Different P-Number
SA-335 P22 (P-5A) ✘ Different P-Number
• If impact testing required: Group Number becomes a Supplementary Essential Variable
Change in Group Number requires requalification of WPS when toughness governs
Chrome-Moly Steels: P-3, P-4, P-5A, P-5B, and P-5C
The chrome-molybdenum (Cr-Mo) family of steels is critical to high-temperature pressure equipment in power generation, petroleum refining, and petrochemical processing. Chromium improves oxidation resistance and elevated-temperature strength; molybdenum resists creep and temper embrittlement. These steels form the backbone of boiler pressure parts, catalytic reformer tubing, hot-wall hydroprocessing reactors, and high-temperature piping systems operating between approximately 400°C and 650°C.
The Cr-Mo P-Numbers are separated based on chromium content and alloying additions. All Cr-Mo steels require Post Weld Heat Treatment (PWHT) — a mandatory Code requirement in virtually all applicable construction codes. See our detailed article on heat treatment requirements for fabricators for tempering temperature ranges and holding times for each grade.
P-No.6 Martensitic and P-No.7 Ferritic Stainless Steels
P-No.6 covers martensitic stainless steels in the 11–13% chromium range. These materials harden on cooling due to their martensite transformation, requiring preheat and PWHT to prevent hydrogen cracking and brittle fracture in the weld heat-affected zone. Common applications include valve trim components, pump shafts, and equipment handling moderately corrosive media where moderate strength is required. SA-182 F6a (AISI 410) is the most widely used P-6 material in pressure equipment.
P-No.7 covers ferritic stainless steels, characterised by a body-centred cubic (BCC) crystal structure that does not transform to austenite on heating and therefore cannot be hardened by quenching. The chromium content of P-7 materials typically ranges from 11% to 30%. These steels are prone to grain growth in the heat-affected zone and sensitisation at elevated temperatures, but they do not require PWHT in most applications. SA-268 TP430 (17% Cr) is a typical P-7 grade. Welding of P-7 steels should be done with low heat input to minimise HAZ grain growth.
P-No.8 Austenitic Stainless Steel
P-Number 8 is one of the most important classifications in the chemical process, pharmaceutical, food, and cryogenic industries. It covers the full range of austenitic stainless steels — materials with a face-centred cubic (FCC) crystal structure that remains stable at all temperatures from cryogenic to approximately 870°C. P-8 steels do not undergo phase transformation and cannot be hardened by heat treatment, which means PWHT is generally not required (and in many cases is actively harmful due to sensitisation risk).
The P-8 family includes the workhorse 300-series grades: TP304/304L, TP316/316L, TP321, TP347, and their variants. A PQR qualified on TP304 (P-8) to TP304 (P-8) also qualifies procedures for TP316, TP316L, TP321, and TP347 — all of which carry P-8 — subject to filler metal compatibility and A-Number consistency. For dissimilar welding of P-8 to P-1 (e.g., stainless steel cladding on carbon steel vessels), see our guide on stainless steel weld decay and sensitisation.
P-No.9A and P-No.9B — Nickel Alloy Steels
P-No.9A covers 2½% nickel steels and P-No.9B covers 3½% nickel steels. These materials are specifically designed for low-temperature service, where the added nickel content improves fracture toughness at sub-zero temperatures. They are widely used in LPG storage spheres, LNG processing facilities, and cryogenic piping systems. SA-333 Gr.3 (P-9A) is a common pipe grade rated to approximately –73°C, while SA-333 Gr.8 (P-9B) is rated to –101°C. Impact testing requirements under ASME Section VIII UG-84 are critical for these materials, and Group Numbers play a significant role in qualification scope when toughness testing governs.
P-No.10 High-Alloy Steels: Duplex, Super Duplex, and Lean Duplex
The P-No.10 sub-group designations (P-10A, P-10C, P-10H, P-10I, P-10J, P-10K) cover a diverse range of high-alloy steels that do not fit neatly into the simpler carbon, Cr-Mo, or straightforward austenitic classifications. The most commercially important of these sub-groups are the duplex and super-duplex stainless steels.
Duplex stainless steels (typically P-10C, such as SA-240 Gr.2205, UNS S31803) have a two-phase microstructure of approximately equal proportions of austenite and ferrite, which provides superior strength and resistance to stress corrosion cracking compared to standard austenitic grades. Super-duplex grades (P-10H, such as S32750/S32760) offer even higher PREN (Pitting Resistance Equivalent Number) values, suitable for aggressive chloride environments. For a complete technical guide, see our article on welding duplex stainless steels.
P-No.11 Through P-No.15F: Specialty Alloys
Several P-Numbers between P-11 and P-15F cover specialty alloy groups that are less frequently encountered in general fabrication but are critically important in their specific industries. Key groups in this range include:
| P-Number | Material Description | Key Characteristics | Common Applications |
|---|---|---|---|
| P-No.11A | Precipitation Hardening Stainless (17-4 PH, 15-5 PH) | High strength via age-hardening heat treatment; moderate corrosion resistance | Aerospace, pump shafts, high-strength fasteners |
| P-No.11B | PH SS — Higher Alloy Grades (AM-350, AM-355) | Semi-austenitic precipitation hardening; complex heat treatment sequence | Aircraft structural, missile components |
| P-No.15E | 9Cr-1Mo-V-Nb Ferritic (P91) | CSEF steel; mandatory PWHT; Supplementary Essential Variable; narrow PWHT window 730–800°C | USC boiler pressure parts, power plant headers and piping |
| P-No.15F | 9Cr-2W-Mo-V-Nb Ferritic (P92 / E911) | Advanced CSEF; higher creep strength than P91; separate from P-15E qualification-wise | Advanced ultra-supercritical (A-USC) power plant |
Group Numbers and Impact Toughness Testing
Group Numbers are sub-classifications within P-Numbers, found in the same Table QW-422 of ASME Section IX. They exist for one specific reason: to provide a finer level of control over WPS qualification when the governing Code Section (such as ASME Section VIII Division 1, Section I, or B31.1) requires the welding procedure to be qualified by toughness (Charpy V-notch impact) testing.
Under normal P-Number qualification rules, a PQR qualified on one Group Number covers all Group Numbers within the same P-Number. However, when toughness testing is invoked as a Supplementary Essential Variable (which happens automatically when UG-84 of Section VIII or its equivalent applies), the Group Number becomes independently essential. In that context, a change in Group Number — even within the same P-Number — requires WPS requalification with toughness testing at the appropriate test temperature.


Understanding when Group Numbers become relevant requires knowing whether your construction Code Section invokes Supplementary Essential Variables. For ASME Section VIII Division 1 pressure vessels, UG-84 Charpy impact testing requirements determine this. For power piping, ASME B31.1 Para. 127.4 applies. Always consult the applicable Code Section — not just Section IX itself — to determine whether Group Numbers are essential variables for your specific application.
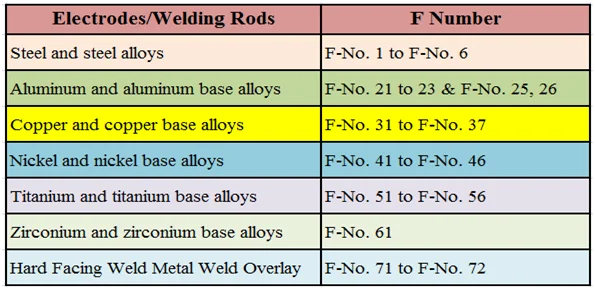
F-Number — Filler Metal Usability Grouping
F-Numbers, defined in ASME Section IX Table QW-432, classify electrodes and welding rods by their usability characteristics — the properties that determine a welder’s ability to consistently produce sound welds with a given filler metal. The grouping logic is straightforward: if a welder can make good welds with one electrode in a group, they can make good welds with all electrodes in that group, because the handling and deposition behaviour is comparable.
This grouping applies primarily to Welder Performance Qualification (WPQ) and is also used as an essential variable in WPS qualification. For further detail on electrode classification systems, see our guide on welding consumable nomenclature and the comparison of cellulosic vs rutile electrodes.
| F-Number | Electrode / Rod Type | AWS Designations | Process | Key Characteristics |
|---|---|---|---|---|
| F-1 | Light-covered or no-flux-covered | EXX10, EXX11 | SMAW | Cellulosic (high-cellulose sodium/potassium); deep penetration; all positions; DCEP or AC |
| F-2 | Rutile covered, medium spatter | EXX12, EXX13, EXX14 | SMAW | Rutile flux; easy slag removal; AC or DCEN/DCEP; general-purpose fabrication |
| F-3 | Heavy iron-powder covered, cellulosic | EXX15, EXX16, EXX18 | SMAW | Low-hydrogen; DCEP; requires dry storage; commonly used for structural and Code work |
| F-4 | Low-hydrogen, iron-powder covered | EXX27, EXX28, EXX47 | SMAW | Iron powder flux; high deposition rate; flat/horizontal positions; low hydrogen |
| F-5 | Austenitic stainless steel electrodes | E308, E308L, E309, E316 | SMAW | Stainless covered; low ferrous contamination risk; special storage and handling |
| F-6 | Bare solid wire and flux-cored wire | ER70S-6, ER308L, ERNiCrMo-3 | GMAW, GTAW, SAW, PAW | Broadest qualification scope; covers GMAW, GTAW, SAW, PAW processes |
A-Number — Weld Metal Chemical Composition
The A-Number is the fourth and final classification in the ASME Section IX system. It identifies the chemical composition of the deposited weld metal, as opposed to the base metal (P-Number) or the filler metal product (F-Number). A-Numbers are recorded on both the PQR (during procedure qualification) and the WPS, and a change in A-Number is an essential variable requiring WPS requalification.
A-Numbers are particularly important when the same filler metal designation may be used across a range of base metal combinations or dilution conditions, resulting in different weld metal compositions. The A-Number provides a single, chemistry-based reference that captures the actual as-deposited composition rather than the nominal filler metal specification.
| A-Number | Weld Metal Type | Cr (%) | Mo (%) | Ni (%) | Notes |
|---|---|---|---|---|---|
| A-1 | Plain Carbon Steel | — | — | — | E7018, ER70S-6 deposits |
| A-2 | Carbon-Molybdenum | — | 0.40–0.65 | — | ER70S-A1 type deposits |
| A-3 | Chrome-Moly (1–2% Cr) | 1.00–2.00 | 0.40–0.65 | — | P-3 and P-4 filler metals |
| A-4 | Chrome-Moly (2–6% Cr) | 2.00–6.00 | 0.40–1.50 | — | P-5A / P-5B filler metals |
| A-5 | Chrome-Moly (6–10.5% Cr) | 6.00–10.50 | 0.40–1.50 | — | P-5B (5Cr, 9Cr) filler metals |
| A-6 | Martensitic Stainless | 11.00–15.00 | 0.70 max | — | P-6 electrode deposits |
| A-7 | Ferritic Stainless | 11.00–30.00 | — | — | P-7 filler metal deposits |
| A-8 | Austenitic SS (Cr-Ni) | 14.50–30.00 | — | 7.50–15.00 | E308/E309 type deposits |
| A-9 | Austenitic SS (Cr-Ni-Mo) | 14.50–30.00 | 1.00–4.00 | 7.50–15.00 | E316 / ER316L type deposits |
| A-10 | Nickel-Chromium / Ni-Cr-Mo | — | — | > 15.00 | ERNiCrMo-3 (Alloy 625) type |
| A-11 | Manganese-Molybdenum | — | 0.25–0.75 | — | Mn-Mo steel weld metal |
Essential Variables Quick Reference
To use the P-Number, Group Number, F-Number, and A-Number system correctly, you need to understand exactly when each becomes an essential variable requiring WPS requalification, and when it functions as a supplementary essential variable requiring additional toughness qualification. The table below provides a practical reference:
| Number Type | Applies To | ASME Table | Basis | When Essential? | Effect of Change |
|---|---|---|---|---|---|
| P-Number | Base Metal | QW-422 / QB-422 | Composition, weldability, mech. properties | Always | WPS requalification required |
| Group Number | Base Metal sub-group | QW-422 / QB-422 | Impact / toughness testing | When toughness required (Supplementary EV) | WPS requalification with impact testing |
| F-Number | Filler Metal / Electrode | QW-432 | Usability characteristics | Always (for WPS); WPQ welder qualification | WPS requalification; welder retest |
| A-Number | Deposited Weld Metal | QW-442 | Chemical composition | Always | WPS requalification required |
Recommended Reference Books
The following books are essential references for engineers and inspectors working with ASME Section IX qualification, P-Numbers, and related welding codes.
Welder Performance Qualification Scope Across P-Numbers
Welder performance qualification rules in QW-423 are considerably more permissive than WPS procedure qualification rules. A welder who demonstrates competence on one P-Number group is considered qualified for a broader range of materials than the equivalent WPS qualification would allow. This is because welder qualification focuses on the welder’s skill rather than the procedure’s metallurgical fitness for service. The diagram below illustrates how welder qualification scope extends across P-Number groups: